Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 28/40 punktów (70,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Przyjmując koszt materiału na wał w wysokości 50 zł, czas realizacji 15 godzin oraz stawkę za godzinę pracy równą 30 zł, jaki będzie całkowity bezpośredni koszt produkcji wału?
Konserwacja zainstalowanego pasa klinowego obejmuje jego demontaż, ponowny montaż oraz
Montaż łożyska tocznego na wale za pomocą metody skurczowej realizuje się przez
Po zakończeniu pracy na tokarce, łoże należy nasmarować
Oznaczenie Φ20F8/h6 odnosi się do typu pasowania
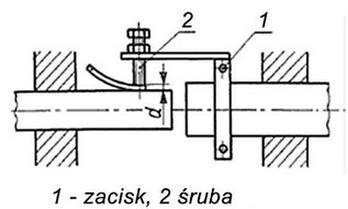
Przyrząd pokazany na rysunku służy do

Podczas naprawy elementu wykonanego z siluminu (stop Al-Si) powinno się zastosować proces łączenia przez
Na zużycie poszczególnych komponentów urządzenia w trakcie jego użytkowania największy wpływ ma ich
Aby w szybki sposób zweryfikować prędkość obrotową wrzeciona tokarki po przeprowadzeniu remontu, najbezpieczniej jest zastosować
Na jakich maszynach realizowana jest obróbka zewnętrznych powierzchni cylindrycznych?
Ostatni krok w montażu układu hydraulicznego polega na sprawdzeniu jego szczelności z olejem pod ciśnieniem
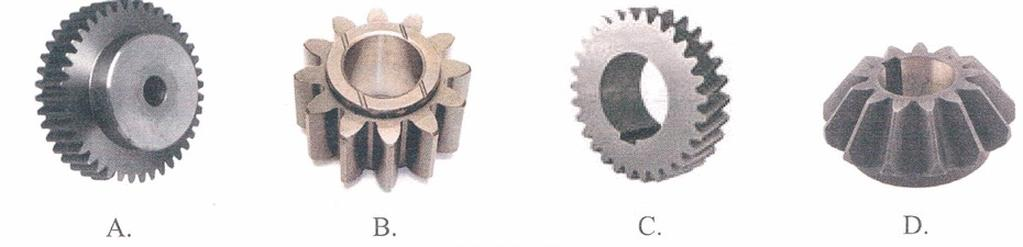
Koło zębate stożkowe o zębach prostych przedstawia zdjęcie oznaczone literą
Urządzeniem wykorzystywanym do generowania ciśnienia w systemie napędu pneumatycznego jest
Kluczowym parametrem wskazującym na jakość przeprowadzonego remontu maszyny skrawającej do metalu jest
Część przedstawiona na rysunku ma zastosowanie w przekładniach

Przed przeprowadzeniem weryfikacji niektórych komponentów systemów hydraulicznych, należy je odtłuścić, wykorzystując
Podczas instalacji hydraulicznych systemów napędowych należy
Co należy zrobić, gdy osoba ma na sobie palącą się odzież?
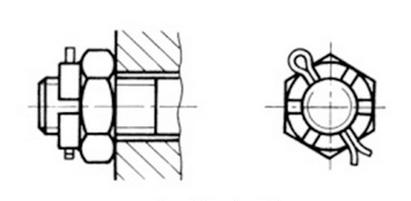
Na przedstawionym rysunku połączenie gwintowe zostało zabezpieczone przed odkręceniem za pomocą nakrętki koronowej oraz
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na rysunku przedstawiono sposób sprawdzenia współosiowości wałów za pomocą
W trakcie korzystania z dźwignika hydraulicznego dozwolone jest
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
W celu weryfikacji poprawności osadzenia koła zębatego na wale należy zmierzyć bicia
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Części i zespoły maszyn, które uległy zniszczeniu w wyniku niewłaściwego użytkowania, powinny być
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką ilość wody pompa o teoretycznej wydajności 200 m3/godz, przy sprawności objętościowej wynoszącej 80%, jest w stanie przetłoczyć w ciągu 2 godzin?
Wskaż ryzyko dla zdrowia pracownika przy obsłudze szlifierek.
Jaką moc powinien mieć silnik, który napędza żuraw, aby zrealizować pracę 180 kJ w ciągu 1 minuty?
W hydraulicznych systemach napędowych stałą różnicę ciśnień medium gwarantuje zawór
Nie wykonuje się naprawy pękniętego korpusu maszyny
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Która z wymienionych pomp jest pompą wirową?
Kiedy pracownik obsługiwał frezarkę, doznał oparzenia dłoni wskutek odprysku gorącego wióra. Co należy zrobić w pierwszej kolejności w przypadku poparzenia?
Na podstawie danych przedstawionych w tabeli, można stwierdzić, że koło zębate ma uzębienie
| Liczba zębów | Z | 39 | |
|---|---|---|---|
| Moduł normalny | mn | 5,5 | |
| Zarys odniesienia | Kąt zarysu | α | 20° |
| Luz wierzchołkowy | C | 0,25 | |
| Kąt pochylenia linii zębów | β | 0° | |
| Kierunek pochylenia linii zębów | - | - | |
| Współczynnik przesunięcia zarysu | X | 0,13 | |
| Dokładność wykonania | - | 9 | |
| Długość normalna przez 5 zębów | W | ||
| Średnica podziałowa | d | 214,5 | |
| Wysokość zęba | h | 6 | |
| Koła współpracujące | Numer rysunku | W | |
| Liczba zębów | Z | 18 | |
| Odległość osi | aw | 160 | |
Dobierz wymiary wpustu do montażu koła pasowego na wale o średnicy Ø40.
| Wymiary wpustów pryzmatycznych | |||||
|---|---|---|---|---|---|
| Średnica [mm] | Wpust [mm] | Długość wpustu (l) [mm] | |||
| powyżej | do | b | h | od | do |
| 38 | 44 | 12 | 8 | 28 | 140 |
| 44 | 50 | 14 | 9 | 36 | 160 |
| 50 | 58 | 16 | 10 | 45 | 180 |
| 58 | 65 | 18 | 11 | 50 | 200 |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.