Pytanie 1
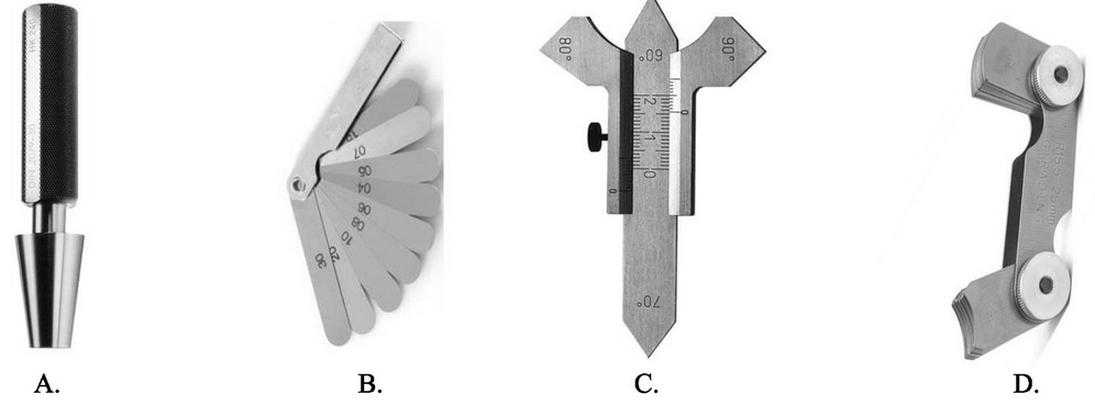
Na przedstawionym rysunku literą s oznaczony jest kąt

A. ostrza noża tokarskiego.
B. natarcia noża tokarskiego.
C. przystawienia noża tokarskiego.
D. wierzchołkowy noża tokarskiego.
Kąt oznaczony literą 's' na rysunku to kąt wierzchołkowy noża tokarskiego, który jest kluczowy w procesie skrawania. Ten kąt, utworzony przez powierzchnie skrawające narzędzia, ma istotny wpływ na efektywność skrawania oraz jakość obrabianego przedmiotu. Odpowiedni kąt wierzchołkowy pozwala na uzyskanie lepszej trwałości narzędzia oraz minimalizację sił skrawających, co przekłada się na mniejsze zużycie energii. W praktyce, dobór właściwego kąta wierzchołkowego jest kluczowy w obróbce różnych materiałów, ponieważ wpływa na parametry skrawania takie jak prędkość, posuw oraz głębokość skrawania. Na przykład, w przypadku obróbki materiałów twardych, zwiększenie kąta wierzchołkowego może poprawić jakość powierzchni i zmniejszyć ryzyko uszkodzenia narzędzia. W branży tokarskiej, znajomość geometrii narzędzi skrawających jest fundamentalna dla osiągnięcia wysokiej efektywności produkcji oraz jakości wyrobów.