Pytanie 1
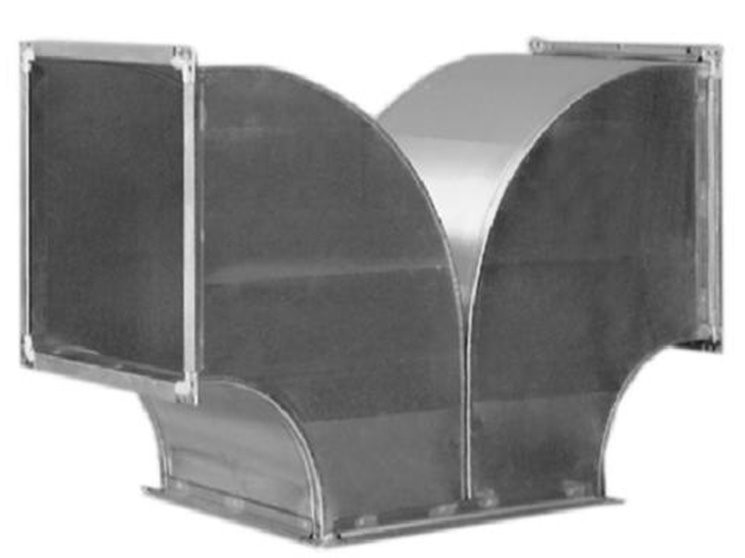
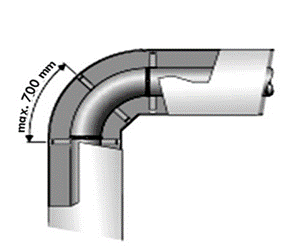
Po przekroczeniu na kolanie odstępu 700 mm pomiędzy początkiem i końcem mierzonym po zewnętrznej stronie kolana należy zastosować
A. zawiesie rurociągu.
B. konstrukcję pośrednią.
C. przekładkę termiczną.
D. śrubę zaciskową.
Odpowiedź jest prawidłowa, bo przekroczenie 700 mm długości kolana mierzonej po zewnętrznej stronie oznacza, że trzeba już zastosować konstrukcję pośrednią. Te 700 mm to taki wyznacznik, który powtarza się w normach branżowych oraz instrukcjach montażowych systemów rurowych, szczególnie dla instalacji grzewczych i przemysłowych. Konstrukcja pośrednia, czyli dodatkowe podparcie – na przykład w formie podpory lub ramy – stabilizuje rurociąg właśnie tam, gdzie ryzyko odkształceń czy nadmiernego ugięcia jest największe. Moim zdaniem, to szczególnie ważne przy instalacjach o dużych średnicach rur albo tam, gdzie rura ma prowadzić przez przestrzeń otwartą i nie jest podparta ścianą czy inną konstrukcją. Jeśli zlekceważysz ten wymóg, rura może się odkształcać, co nie tylko wpływa na trwałość, ale też może prowadzić do uszkodzeń izolacji czy przecieków. Branżowe dobre praktyki mówią wprost – dla zachowania odpowiedniej stabilności, bezpieczeństwa użytkowania i zgodności z przepisami trzeba takie podparcia wykonywać zawsze, gdy kolano przekracza ten dystans. Często widuje się, że ekipy montażowe próbują na tym oszczędzić, a potem wychodzą awarie. Lepiej więc od razu zrobić to jak należy, zgodnie z zasadami sztuki instalacyjnej.