Pytanie 1
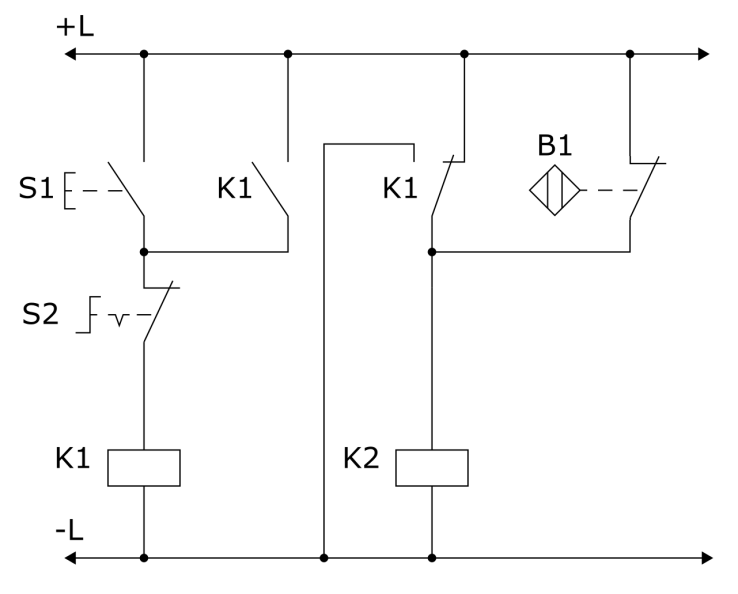
Których narzędzi należy użyć podczas usuwania usterek występujących w połączeniach elektrycznych w systemie sterowania przekaźnikowo-stycznikowego?
A. Narzędzia 3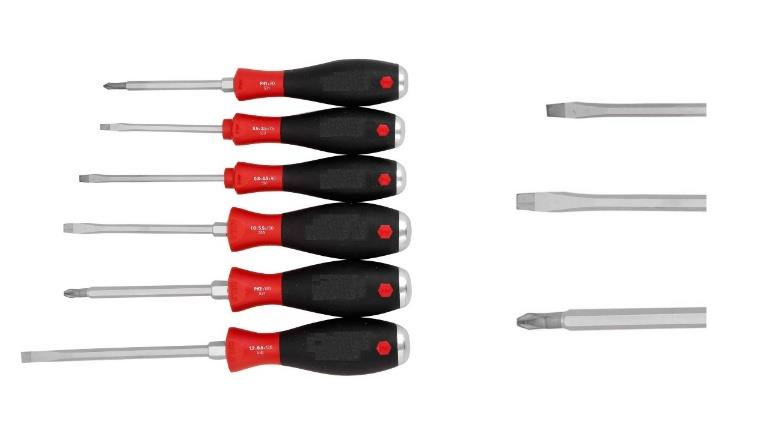
B. Narzędzia 1
C. Narzędzia 2
D. Narzędzia 4
Do usuwania usterek w połączeniach elektrycznych układów przekaźnikowo-stycznikowych należy używać narzędzi izolowanych, czyli zestawu typu Narzędzia 2. Chodzi głównie o wkrętaki z izolacją roboczą, zwykle oznaczone symbolem 1000 V oraz normą IEC 60900 albo PN-EN IEC 60900. Taki wkrętak ma izolowany trzpień i rękojeść, więc ogranicza ryzyko porażenia oraz przypadkowego zwarcia między zaciskami, np. na listwie zaciskowej, styczniku, przekaźniku pomocniczym czy zabezpieczeniu silnikowym. W praktyce przy diagnostyce często trzeba dokręcić przewód w zacisku A1/A2 cewki stycznika, poprawić połączenie przewodu sterowniczego 24 V DC lub 230 V AC, sprawdzić luźny mostek na listwie albo odkręcić przewód z uszkodzonego styku pomocniczego. Moim zdaniem to jest jedna z tych rzeczy, których nie warto lekceważyć, bo zwykły śrubokręt wygląda podobnie, ale w rozdzielnicy robi się już całkiem inna sytuacja. Dobra praktyka branżowa mówi też, żeby przed pracą odłączyć zasilanie, zabezpieczyć przed przypadkowym załączeniem, sprawdzić brak napięcia odpowiednim miernikiem i dopiero wtedy działać. Narzędzia izolowane nie zwalniają z zasad BHP, ale są dodatkową ochroną i w serwisie automatyki są po prostu standardem.