Pytanie 1
W produkcji jednostkowej, do nacinania uzębień kół zębatych, najbardziej opłacalnym rozwiązaniem jest zakup i wykorzystanie
A. dłutownicy Fellowsa
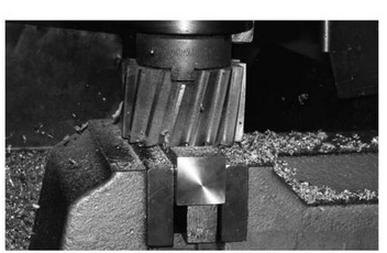
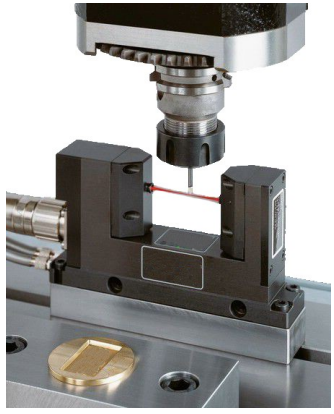
B. frezarki uniwersalnej z podzielnicą
C. dłutownicy Maaga
D. frezarki pionowej ze stołem magnetycznym
Frezarka uniwersalna z podzielnicą jest najbardziej uzasadnionym ekonomicznie rozwiązaniem do nacinania uzębień kół zębatych w produkcji jednostkowej. Głównym atutem tego typu maszyny jest jej wszechstronność oraz możliwość precyzyjnego dopasowania do różnych rodzajów uzębień. W praktyce, frezarka uniwersalna z podzielnicą pozwala na stosunkowo szybkie i efektywne wykonanie skomplikowanych zadań obróbczych, co jest kluczowe w produkcji jednostkowej, gdzie koszty i czas są szczególnie istotne. Umożliwia ona łatwe przestawienie na różne programy produkcyjne, co sprzyja oszczędnościom oraz redukcji przestojów. W branży inżynieryjnej oraz produkcyjnej, stosowanie tego rodzaju maszyn przyczynia się do poprawy jakości wykonania, dzięki precyzyjnym ruchom i stabilności operacyjnej. Zgodnie z normami ISO 9001, producenci korzystający z takich rozwiązań często osiągają lepsze wyniki w zakresie efektywności produkcji oraz satysfakcji klientów. Dodatkowo, zastosowanie frezarki uniwersalnej pozwala na wykorzystanie standardowych narzędzi frezarskich, co further obniża koszty operacyjne.