Pytanie 1
Który mikromierz należy zastosować do pomiaru grubości ścianki rur?
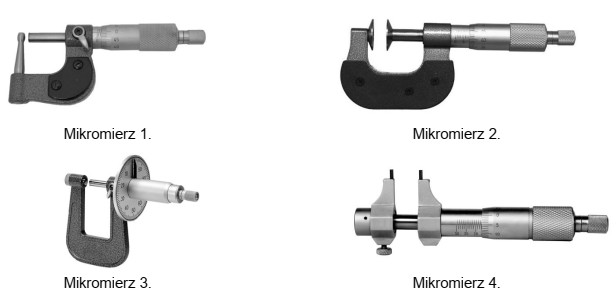
A. Mikromierz 3.
B. Mikromierz 1.
C. Mikromierz 4.
D. Mikromierz 2.
Mikromierz 1 jest najlepszym wyborem do pomiaru grubości ścianki rur, ponieważ jego konstrukcja umożliwia uzyskanie precyzyjnych wyników w trudnodostępnych obszarach, takich jak wewnętrzne powierzchnie rur. W przypadku pomiarów grubości ścianki, kluczowe jest, aby sprzęt miał odpowiednią średnicę końcówki pomiarowej, co pozwala na dokładne osadzenie miernika w rurze. Mikromierz 1 został zaprojektowany z myślą o takich zastosowaniach, co czyni go idealnym narzędziem w branży budowlanej i inżynieryjnej. Dodatkowo, jego odczyty są zgodne z normami ISO, co gwarantuje wysoką jakość i powtarzalność pomiarów. W praktyce, mikromierz ten jest często wykorzystywany do kontroli jakości w procesie produkcji rur oraz podczas inspekcji technicznych, co podkreśla jego znaczenie w codziennej pracy inżynierów. Warto również zauważyć, że wiele standardów branżowych, takich jak ASTM, zaleca stosowanie odpowiednich narzędzi pomiarowych do zadań związanych z grubością materiałów, co potwierdza wybór mikromierza 1.