Pytanie 1
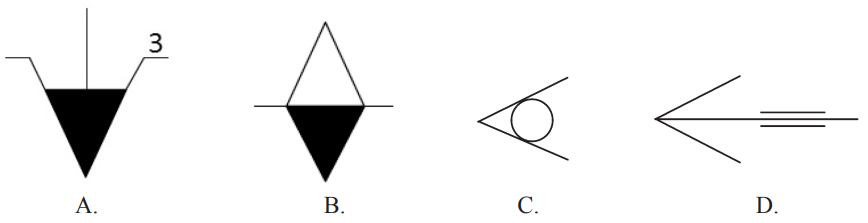
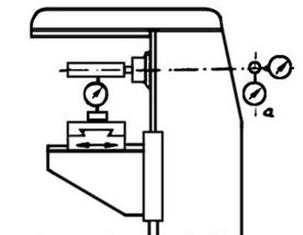
Przedstawiony symbol graficzny jest oznaczeniem zamocowania

A. mechanicznego w uchwycie dwuszczękowym.
B. zewnętrznego w tulei zaciskowej.
C. w uchwycie pneumatycznym z dwiema szczękami.
D. w kłach, stałym i obrotowym z zabierakiem.
Poprawna odpowiedź wskazuje na zamocowanie w uchwycie pneumatycznym z dwiema szczękami. Uchwyty pneumatyczne są powszechnie stosowane w automatyzacji procesów produkcyjnych, ponieważ pozwalają na szybkie i efektywne mocowanie detali. Dzięki zastosowaniu sprężonego powietrza, uchwyty te charakteryzują się dużą siłą chwytu oraz możliwością łatwej regulacji. Symbol graficzny, który widzisz, jest zgodny z normą ISO 129-1, która określa zasady rysunku technicznego i stosowanych oznaczeń. Zastosowanie uchwytów pneumatycznych z dwiema szczękami jest typowe w obróbce materiałów, gdzie wymagane jest precyzyjne mocowanie elementów o różnych kształtach. Przykładem mogą być procesy takie jak frezowanie czy toczenie, gdzie stabilne mocowanie detalu wpływa na jakość obróbki oraz powtarzalność produkcji. Dobrze zaprojektowane uchwyty tego typu minimalizują ryzyko uszkodzenia detali oraz zwiększają efektywność całego procesu produkcyjnego.