Pytanie 1
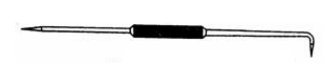
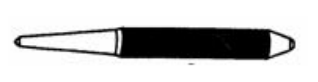
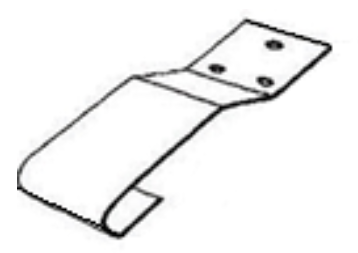
Którego narzędzia należy użyć do ręcznego fałdowania blachy ocynkowanej o grubości 0,5 mm?
A. Narzędzie 3
B. Narzędzie 2
C. Narzędzie 1
D. Narzędzie 4
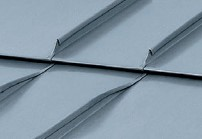
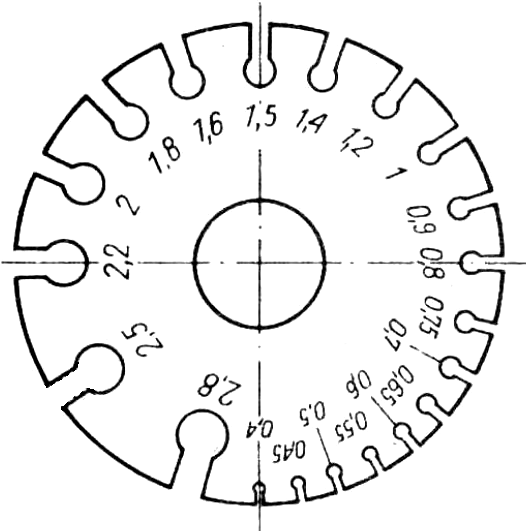
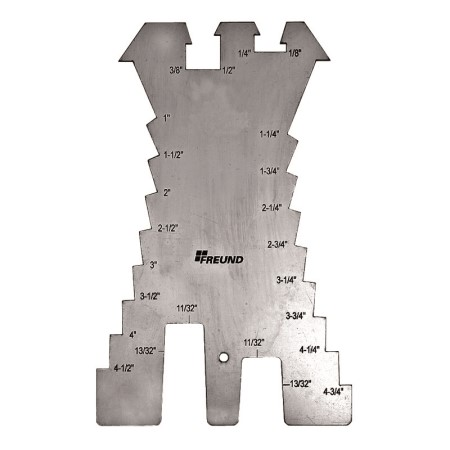
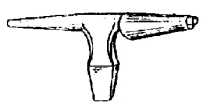
Często spotykam się z sytuacjami, gdzie wybiera się nieodpowiednie narzędzia do pracy z cienką blachą ocynkowaną, co niestety skutkuje pofałdowaniem powierzchni, uszkodzeniem powłoki lub po prostu niewłaściwym efektem końcowym. Przykładowo, narzędzia takie jak wpust (pierwsze zdjęcie) służą zupełnie innym celom – ten typ elementu mechanicznego wykorzystuje się do mocowania na wałkach maszynowych, a nie do kształtowania blachy. Z kolei narzędzie z wygiętym profilem (drugie zdjęcie) to tzw. giętarka ręczna do blacharki samochodowej lub narzędzie do zaginania rynien, ale ono nie daje wystarczającej precyzji podczas pracy z cienką blachą 0,5 mm, szczególnie gdy zależy nam na równym, estetycznym fałdzie. Jeszcze innym typowym błędem jest wybieranie narzędzi służących do zaciskania lub cięcia (czwarte zdjęcie), które są dedykowane np. do łączenia elementów blaszanych przez zaciskanie krawędzi, a nie do samego fałdowania. W praktyce, wiele osób mylnie zakłada, że każde narzędzie z branży blacharskiej nadaje się do dowolnej operacji, co niestety prowadzi do strat materiałowych i niezadowalającej jakości wyrobu. Należy pamiętać, że prawidłowy dobór narzędzia jest kluczowy – tylko narzędzia przeznaczone do fałdowania, takie jak żelazko blacharskie, pozwalają na precyzyjne, ręczne kształtowanie cienkiej blachy zgodnie z branżowymi standardami (np. wg wytycznych Polskiego Stowarzyszenia Dekarzy czy norm PN-EN dotyczących obróbek blacharskich). Warto nabrać nawyku dokładnego dobierania narzędzi, bo to właśnie od nich w największym stopniu zależy efekt końcowy oraz trwałość wykonanego połączenia czy obróbki.