Pytanie 1
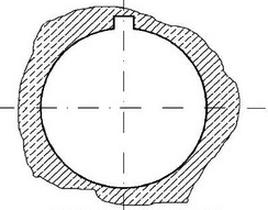
Przedstawiony na rysunku "obraz cyklu stałego" dotyczy

A. wytaczania otworów.
B. gwintowania gwintownikiem.
C. wiercenia głębokich otworów.
D. rozwiercania zgrubnego.
Odpowiedź na temat gwintowania gwintownikiem jest na pewno trafna. To, co widzimy na obrazku, rzeczywiście pokazuje, jak wygląda gwintowanie. Ta technika pozwala na wprowadzenie gwintu w materiale, co jest kluczowe, gdy chcemy stworzyć połączenia śrubowe. Zauważ, że na schemacie są oznaczenia jak G33, które są typowe dla programowania CNC, a to dodatkowo potwierdza, że mówimy o gwintowaniu. W różnych materiałach, od metalu po plastiki, używa się gwintowników, a ich dobór ma ogromne znaczenie dla jakości gwintu. Dobrze wykonane gwintowanie gwarantuje precyzję i trwałość połączeń, co jest istotne w wielu dziedzinach inżynieryjnych. Wiedza na temat gwintowania jest niezbędna dla inżynierów mechaników i technologów, którzy projektują i produkują różne komponenty. Zrozumienie standardów gwintów, czy to metrycznych, czy calowych, jest kluczowe, żeby zapewnić, że wszystko ze sobą pasuje i działa jak powinno.