Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 35/40 punktów (87,5%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Regeneracja elementów maszyn przy użyciu metod fluidyzacji, nanoszenia proszków, a także bez użycia ciśnienia w procesie odlewania i formowania żywic, to nazywana jest nakładaniem
Przyczyną zbyt wysokiej temperatury łożyska ślizgowego nie jest
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką minimalną wartość powinno mieć pole przekroju pręta poddanego działaniu siły F=60 kN, wykonanym z materiału o wytrzymałości kr=120 MPa?
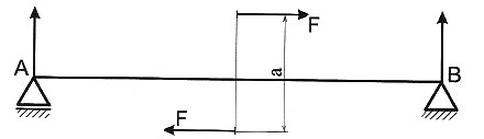
Ile wynosi moment działający na belkę przedstawioną na rysunku obciążoną parą sił o wartości, F = 2000 N w odległości a = 0,4 m?
Który z elementów najsilniej wpływa na przyspieszenie procesu korozji chemicznej?
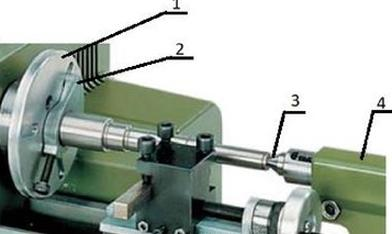
Którą cyfrą oznaczono na ilustracji zabierak?
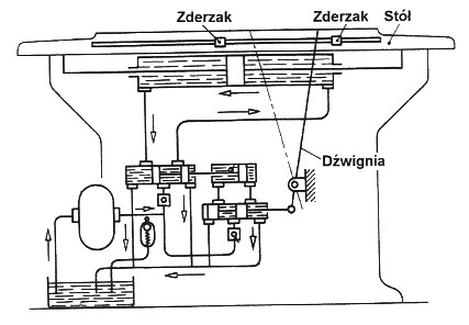
Dźwignia napędu hydraulicznego stołu szlifierki przedstawionego na rysunku służy do
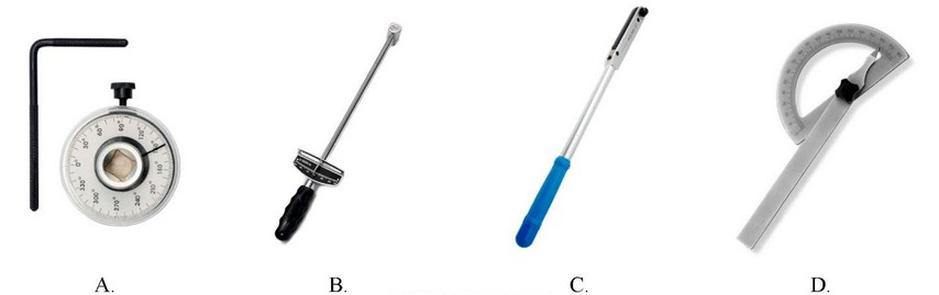
Za pomocą którego z przedstawionych na rysunkach narzędzi wykonuje się dokręcenie połączeń śrubowych o zadany kąt obrotu?
Nacisk człowieka o masie m, na podłogę windy jadącej w dół z przyśpieszeniem a, należy obliczyć według zależności
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką czynność należy wykonać przed każdym podłączeniem sprężarki tłokowej z silnikiem elektrycznym?
Korozja powstaje pod wpływem działania suchych gazów?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Aby wykonać wały narażone na duże obciążenia, należy użyć stali
Urządzeniem wykorzystywanym do generowania ciśnienia w systemie napędu pneumatycznego jest
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakiej czynności nie należy przeprowadzać przed rozpoczęciem montażu łożysk ślizgowych dzielonych?
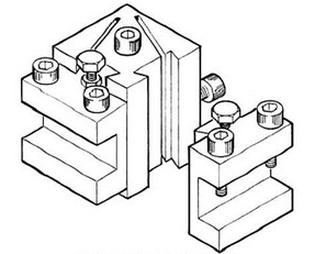
Który zestaw kluczy służy do obsługi uchwytu przedstawionego na rysunku?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Która z metod defektoskopowych jest metodą niszczącą i nie nadaje się do oceny elementów maszyn?
Jakie z podanych czynności nie są częścią przeglądu technicznego?
Jakim narzędziem dokonuje się oceny płaskości powierzchni?
Aby bezpośrednio zmierzyć średnicę otworu Ø65+0,23, jaki przyrząd należy zastosować?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
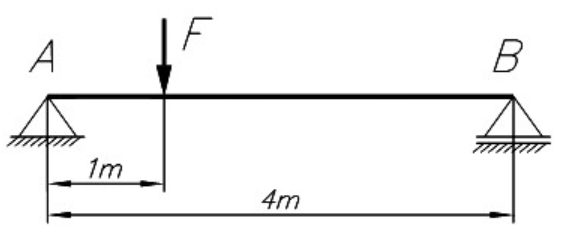
Wskaż wartość reakcji w punkcie A belki przedstawionej na rysunku.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie połączenia rurowe klasyfikujemy jako nierozłączne?
Jakiego narzędzia należy użyć do wywiercenia otworu pasowanego przed umieszczeniem w nim tulei i sworznia?
W przedstawionej poniżej fragmencie tabelki rysunku złożeniowego wynika, że na wykonanie pokrywy 805x40 należy zamówić stal
| Ilość | Nazwa elementu | Poz. | Materiał | Nr normy rysunku | Nor. wymiarowa Nor. war. techn. | jedn. | całk. Masa w kg | Uwagi |
| 1 | Pokrywa ϕ 805×40 | 1 | 35T | rys. 97-00-0- 01-2 | PN-59/ H-84019 | 141 | 141 |
Jaką maksymalną wartość siły rozciągającej można przyłożyć do pręta o kwadratowym przekroju, którego bok wynosi 2 cm, jeśli materiał ma kr = 120 MPa?
Jaką czynność można zrealizować przy użyciu aparatu spawalniczego?
Sprzęgło Cardana to typ sprzęgła
Zdjęcie przedstawia nakrętkę

W przypadku urazu mechanicznego oka, co należy zrobić w pierwszej kolejności?
Jaką moc powinien mieć silnik, który napędza żuraw, aby zrealizować pracę 180 kJ w ciągu 1 minuty?
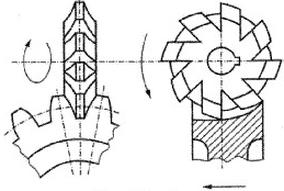
Sposób nacinania zębów na kołach zębatych walcowych prostych przedstawiony na rysunku, to
Oblicz koszt wyprodukowania na frezarce 100 sztuk kół zębatych, jeżeli pracownik w ciągu godziny wykonuje 5 kół, a stawka za godzinę pracy frezera wynosi 50 zł. Dolicz koszty dodatkowe podane w tabeli.
| Koszty | Kwota (zł) |
|---|---|
| Materiał do wykonania 100 kół zębatych | 50,00 |
| Amortyzacja frezarki wyliczona na wykonanie 100 kół zębatych | 200,00 |