Pytanie 1
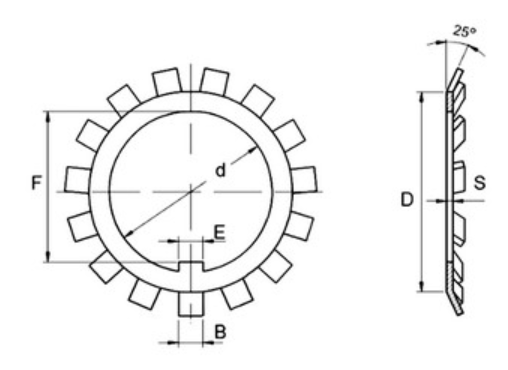
Część przedstawiona na rysunku to

A. pierścień Segera zewnętrzny.
B. podkładka sprężynująca.
C. pierścień Segera wewnętrzny.
D. pierścień uszczelniający metalowy.
Pierścień uszczelniający metalowy, pierścień Segera zewnętrzny oraz podkładka sprężynująca to elementy, które mają różne funkcje i zastosowania w mechanice. Pierścień uszczelniający metalowy jest zaprojektowany do zapewnienia szczelności w połączeniach, jednak jego konstrukcja i zastosowanie różnią się znacząco od pierścienia Segera wewnętrznego. Pierścienie uszczelniające są kluczowe w systemach hydraulicznych i pneumatycznych, gdzie ich głównym celem jest zapobieganie wyciekom płynów lub gazów. Z kolei pierścień Segera zewnętrzny, który ma bardziej złożoną geometrię, jest stosowany do mocowania elementów na wale, a jego końce są zwrócone do wewnątrz, co uniemożliwia jego zastosowanie tam, gdzie wymagane jest mocowanie w otworach. Podkładka sprężynująca, z drugiej strony, jest używana w aplikacjach, gdzie potrzebne jest tłumienie drgań lub zapewnienie elastyczności w połączeniach, co w ogóle nie pasuje do funkcji pierścienia Segera wewnętrznego. Typowe błędy myślowe prowadzące do takich nieprawidłowych wniosków często wynikają z mylenia funkcji poszczególnych elementów oraz braku zrozumienia, jak różne komponenty współpracują w większych systemach mechanicznych. Kluczowe jest, aby zrozumieć, że każdy z wymienionych elementów ma swoje specyficzne zastosowanie, które nie może być zastąpione innym, w przeciwnym razie może to prowadzić do awarii mechanicznych i kosztownych napraw.