Pytanie 1
Na rysunku pokazano krzesło konstrukcji
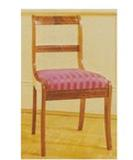
A. oskrzyniowej.
B. stojakowej.
C. ramowej.
D. deskowej.
Odpowiedź 'stojakowej' jest poprawna, ponieważ krzesło pokazane na rysunku rzeczywiście ma konstrukcję stojakową, która jest jedną z najczęściej stosowanych w meblarstwie. Konstrukcja ta charakteryzuje się wykorzystaniem pionowych elementów, zwanych stojakami, które pełnią rolę głównych nośników. Stojaki są połączone ze sobą poprzeczkami, co zapewnia nie tylko stabilność, ale również estetykę całej konstrukcji. W praktyce, krzesła o konstrukcji stojakowej są bardziej wytrzymałe i łatwiejsze do montażu, co czyni je popularnym wyborem w wielu pomieszczeniach, od domowych jadalni po biura. Dodatkowo, konstrukcja stojakowa pozwala na łatwiejszą modyfikację projektu, co jest zgodne z nowoczesnymi trendami w projektowaniu mebli. Warto również zauważyć, że w standardach branżowych, takich jak EN 12520, które dotyczą wymagań dotyczących mebli, konstrukcje stojakowe są często zalecane ze względu na ich trwałość i funkcjonalność.










