Pytanie 1
Przedstawiony na rysunku noniusz suwmiarki uniwersalnej wskazuje wynik pomiaru
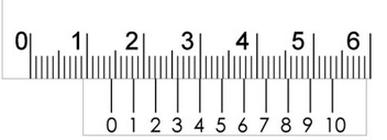
A. 14,30 mm
B. 1,44 mm
C. 26,00 mm
D. 53,30 mm
Odpowiedź 14,30 mm jest prawidłowa, ponieważ odczyt z noniusza polega na dokładnym ustaleniu linii, która pokrywa się z linią na głównej skali suwmiarki. W tym przypadku, główna skala wskazuje 14 mm, a noniusz wskazuje dodatkowe 0,30 mm. Wartość ta jest uzyskiwana poprzez porównanie podziałek na noniuszu i skali głównej. Jest to standardowa procedura stosowana w pomiarach inżynieryjnych, gdzie precyzja odczytu ma kluczowe znaczenie. Na przykład, w mechanice precyzyjnej, dokładność pomiaru może mieć znaczenie wpływające na jakość wykonania komponentów. Warto również zauważyć, że umiejętność prawidłowego odczytywania suwmiarki jest kluczowym elementem w wielu branżach, w tym w obróbce metalu, inżynierii mechanicznej oraz w laboratoriach badawczych, gdzie precyzyjne pomiary są niezbędne do uzyskania wiarygodnych wyników. W praktyce, regularne ćwiczenie odczytów z różnych narzędzi pomiarowych może poprawić umiejętności techniczne oraz przyczynić się do lepszej jakości produkcji i usług.