Pytanie 1
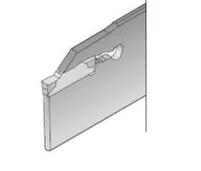
Mikrometr stosowany do pomiaru grubości ścianek rur przedstawia zdjęcie oznaczone literą
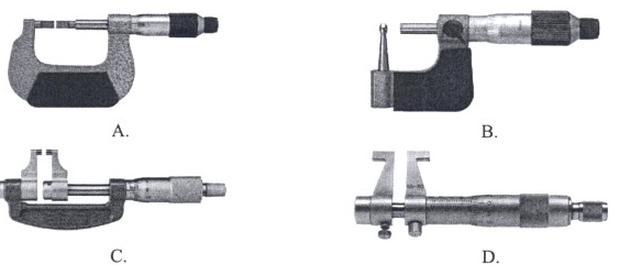
A. A.
B. B.
C. C.
D. D.
Mikrometr oznaczony literą B jest specjalistycznym narzędziem zaprojektowanym z myślą o pomiarach grubości ścianek rur. Jego konstrukcja, w tym charakterystyczne ramię pomiarowe zakończone płaską powierzchnią, pozwala na precyzyjny pomiar nawet w trudno dostępnych miejscach. Takie mikrometry są często wykorzystywane w przemyśle, zwłaszcza w branżach takich jak hydraulika czy inżynieria mechaniczna, gdzie istotne jest zapewnienie odpowiednich tolerancji wymiarowych. Użycie mikrometru do pomiaru grubości materiałów jest zgodne z normami, takimi jak ISO 3611, które określają dopuszczalne metody pomiarowe oraz klasy dokładności, co jest kluczowe dla zapewnienia jakości produktów. Przykładem zastosowania mikrometru jest kontrola grubości ścianek rur w instalacjach wodno-kanalizacyjnych, gdzie niedopuszczalne są zbyt cienkie ścianki mogące prowadzić do pęknięć czy uszkodzeń. Wybór odpowiedniego narzędzia pomiarowego jest więc kluczowy dla zachowania standardów bezpieczeństwa oraz funkcjonalności instalacji.