Pytanie 1
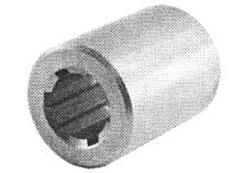
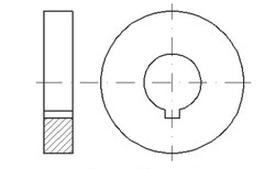
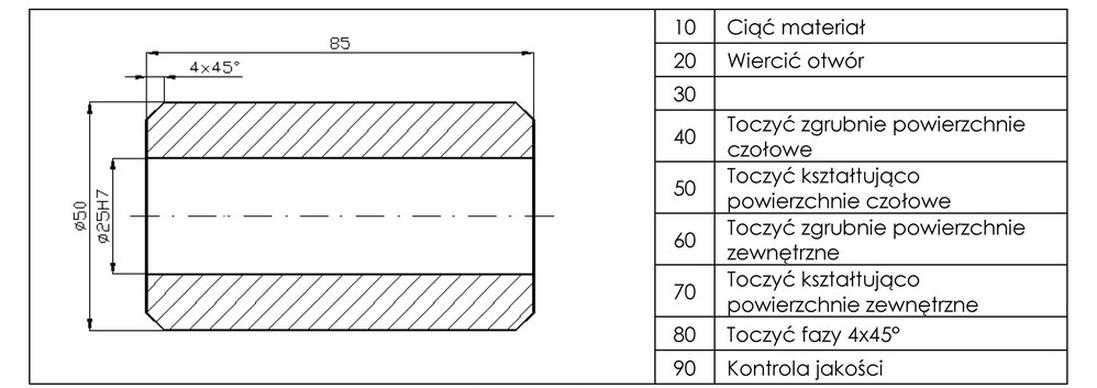
Do wykonania na wiertarce zagłębienia na powierzchni czołowej części przedstawionej na ilustracji, w którym będzie schowany łeb śruby, należy zastosować

A. ściernicę.
B. frez.
C. przeciągacz.
D. pogłębiacz.
Pogłębiacz jest specjalistycznym narzędziem, które znajduje zastosowanie w różnych procesach obróbczych, w tym w przygotowywaniu zagłębień na śruby, co jest kluczowe na etapie montażu. Główna funkcja pogłębiacza polega na precyzyjnym wykonaniu otworów o dokładnie określonej średnicy oraz głębokości, co pozwala na schowanie łba śruby w powierzchni. Użycie pogłębiacza zapewnia nie tylko estetyczny wygląd montowanego elementu, ale także zapobiega uszkodzeniom śruby czy materiału, w którym jest ona osadzona. W praktyce, podczas instalacji elementów mechanicznych, zastosowanie pogłębiacza jest powszechną praktyką zalecaną w dokumentacjach technicznych. Standardy branżowe, takie jak ISO, podkreślają znaczenie precyzyjnego dopasowania elementów, co bezpośrednio wpływa na trwałość i efektywność konstrukcji. Właściwy dobór narzędzi obróbczych, jak pogłębiacz, jest kluczowy dla osiągnięcia wysokiej jakości pracy i uniknięcia późniejszych problemów związanych z montażem.