Pytanie 1
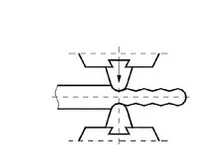
Wgniecenia to jednorodne wgłębienia o zróżnicowanych wymiarach i konturach na powierzchni odkuwki, które powstają w wyniku
A. zbyt wysokiej temperatury podgrzewania materiału
B. wprasowania w materiał zgorzeliny, która nie została usunięta z formy
C. nieprawidłowego położenia materiału w formie
D. uszkodzenia odkuwki, która podczas kucia znalazła się częściowo poza kształtem
Analizując inne odpowiedzi, można zauważyć, że zbyt wysoka temperatura nagrzania materiału nie jest bezpośrednią przyczyną powstawania wgnieceń. W rzeczywistości, jeśli materiał zostałby nagrzany zbyt mocno, mogłoby to prowadzić do innych problemów, takich jak odkształcenia czy nadmierne krystalizowanie, ale nie typowe wgniecenia. Ponadto, uszkodzenia odkuwki podczas kucia, związane z częściowym przekroczeniem wykroju, mogą prowadzić do pomniejszenia wymiarów, jednak nie będą to wgniecenia, a raczej zniekształcenia czy ubytki. Niewłaściwe ułożenie materiału w wykroju również może być problematyczne, ale skutki tego błędu objawiają się głównie jako nieregularności w kształcie odkuwki, a nie wgniecenia, które są specyficznymi defektami związanymi z wprasowaniem zanieczyszczeń takich jak zgorzelina. Wszystkie te błędne odpowiedzi ukazują typowe nieporozumienia dotyczące procesów technologicznych, które występują w branży metalurgicznej. Kluczowe jest zrozumienie, że różne defekty mają różne przyczyny, a ich identyfikacja jest istotna dla utrzymania wysokich standardów jakości w produkcji odkuwek.