Pytanie 1
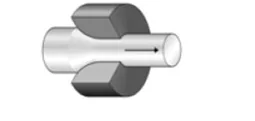
Który z przedstawionych na rysunkach wyrobów wykonuje się metodą kucia matrycowego na młocie?
A. B.
B. C.
C. D.
D. A.
Odpowiedź B jest prawidłowa, ponieważ przedstawiony na zdjęciu wyrób wykazuje cechy charakterystyczne dla produktów wytwarzanych metodą kucia matrycowego na młocie. Kucie matrycowe to proces, w którym metal jest formowany w matrycy pod wpływem wysokiego ciśnienia, co pozwala na uzyskanie skomplikowanych kształtów z zachowaniem wysokiej dokładności wymiarowej oraz poprawnej struktury materiału. Element oznaczony literą B ma złożony kształt, co jest typowe dla wyrobów produkowanych tą metodą, takich jak elementy ram i konstrukcji maszyn, które muszą charakteryzować się wysoką wytrzymałością i odpornością na różne obciążenia. Kucie matrycowe jest powszechnie stosowane w przemyśle motoryzacyjnym do wytwarzania części silników, a także w produkcji narzędzi i komponentów lotniczych. Ważne jest, że proces ten pozwala na redukcję strat materiałowych oraz uzyskanie materiału o lepszych właściwościach mechanicznych w porównaniu do tradycyjnych metod obróbczych, takich jak frezowanie czy toczenie.