Pytanie 1
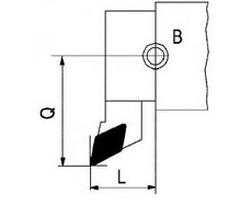
Na rysunku przedstawiono oznaczenie punktu

A. wymiany narzędzia.
B. odniesienia narzędzia.
C. zerowego obrabiarki.
D. referencyjnego.
Odpowiedź „odniesienia narzędzia” jest prawidłowa, ponieważ na rysunku przedstawiony jest symbol, który jest istotny w kontekście obrabiarek CNC. Punkt odniesienia narzędzia jest kluczowy dla precyzyjnego ustawienia narzędzi w obrabiarce, co ma bezpośredni wpływ na jakość obróbki. W praktyce, pozycjonowanie narzędzia względem punktu odniesienia umożliwia wykonywanie operacji z wysoką dokładnością oraz zmniejsza ryzyko błędów podczas obróbki. W standardach ISO istnieją szczegółowe wytyczne dotyczące kalibracji narzędzi, które wskazują na konieczność określenia punktu odniesienia dla każdego narzędzia używanego w obrabiarce. Zastosowanie tego rozwiązania jest powszechne w przemyśle, gdzie precyzyjna obróbka materiałów, takich jak metale czy tworzywa sztuczne, jest kluczowa dla produkcji komponentów o wysokiej jakości. Ignorowanie tego elementu mogłoby prowadzić do niezgodności wymiarowych oraz dużych strat w procesie produkcyjnym.