Pytanie 1
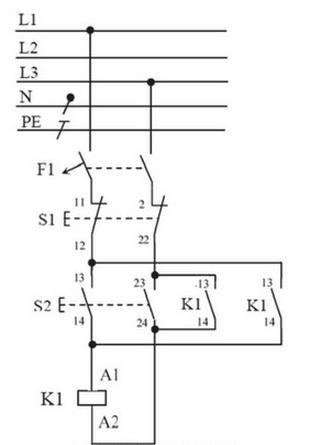
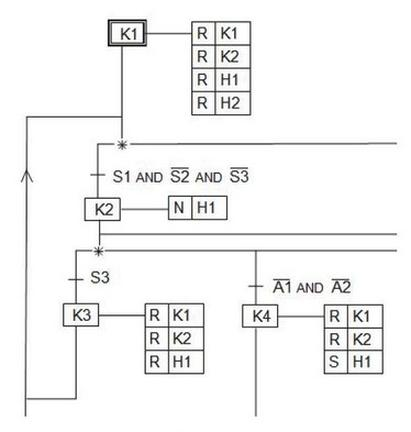
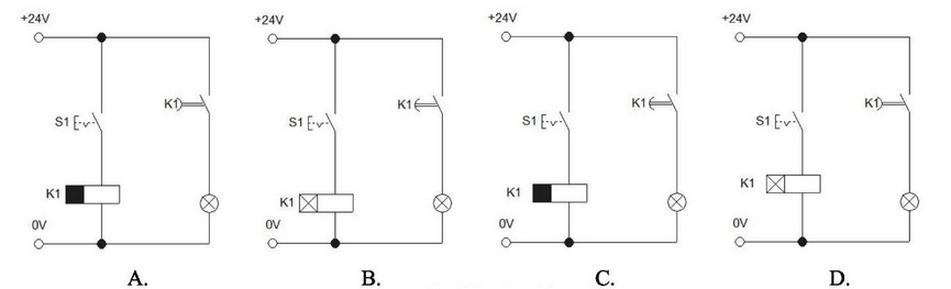
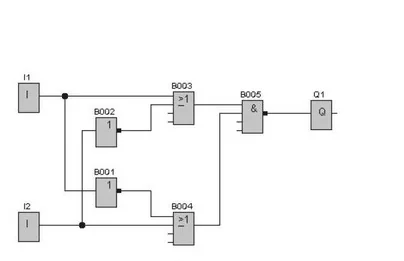
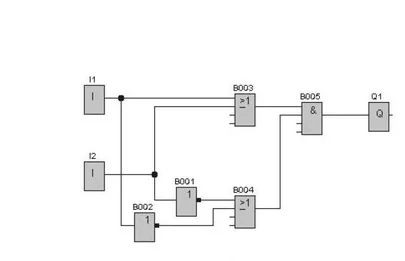
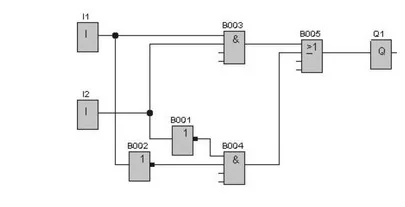
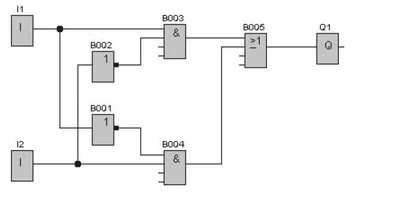
W którym z przedstawionych programów jest zrealizowana blokada jednoczesnego załączenia K11 i K12?
A. D.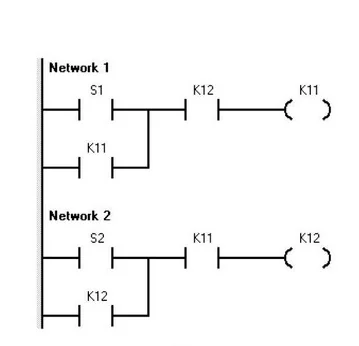
B. A.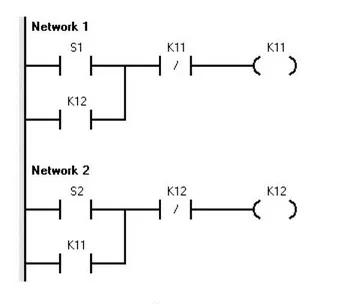
C. C.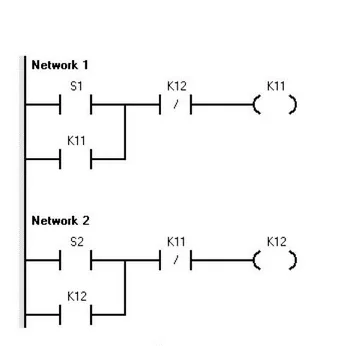
D. B.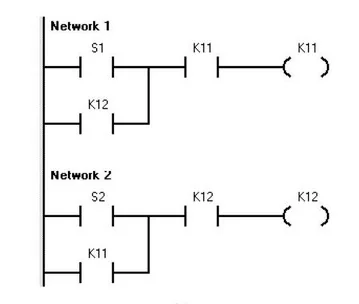
Wybierając inne odpowiedzi, można napotkać szereg mylnych przekonań dotyczących działania blokad w układach automatyki. Często występującą pomyłką jest założenie, że wystarczy jedynie zastosować przekaźniki, aby rozwiązać problem jednoczesnego załączenia, co prowadzi do nieuwzględnienia mechanizmu sprzężenia zwrotnego. Układy, w których nie zastosowano odpowiednich blokad, mogą prowadzić do niepożądanych sytuacji, takich jak zwarcia lub uszkodzenia sprzętu. Niektóre schematy mogą wydawać się poprawne na pierwszy rzut oka, ale brak odpowiedniej logiki w ich projektowaniu może skutkować brakiem możliwości zrealizowania wymaganej funkcji. Typowym błędem myślowym jest mylenie blokad elektrycznych z mechanicznymi. Blokady elektryczne wymagają dokładnego przemyślenia sposobu, w jaki sygnały są przesyłane między komponentami, aby zapewnić ich pełną funkcjonalność. Aby uniknąć takich błędów, ważne jest zrozumienie zasad działania przekaźników i mechanizmów zabezpieczających, co przyczynia się do projektowania bezpiecznych i niezawodnych systemów. Warto zaznaczyć, że dobre praktyki w automatyce zalecają dokładne przemyślenie każdego aspektu schematu, aby zapewnić zgodność z wymaganiami bezpieczeństwa i efektywności działania.