Pytanie 1
Pokazane narzędzie pomiarowe w postaci płytki stalowej z naniesionymi wartościami znajduje zastosowanie w
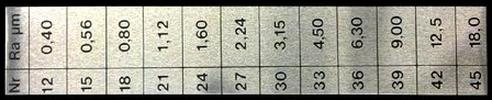
A. wyznaczaniu głębokości skrawania.
B. pomiarze szczelin.
C. oznaczaniu chropowatości.
D. sprawdzaniu zarysu gwintów.
Wybór odpowiedzi dotyczącej pomiaru szczelin, wyznaczania głębokości skrawania lub sprawdzania zarysu gwintów nie jest właściwy w kontekście narzędzia przedstawionego na zdjęciu. Pomiar szczelin zazwyczaj wymaga zastosowania specyficznych narzędzi, takich jak mikrometry lub szereg różnych wskaźników, a nie płytki chropowatości. Wyznaczanie głębokości skrawania dotyczy głównie parametrów obróbczych i wymaga użycia narzędzi pomiarowych, które są w stanie określić głębokość cięcia, co jest zupełnie innym procesem niż ocena chropowatości powierzchni. Z kolei sprawdzanie zarysu gwintów odbywa się za pomocą narzędzi takich jak suwmiarki lub specjalne przyrządy pomiarowe do gwintów, które nie mają związku z chropowatością. Użytkownicy mogą mylić te koncepcje z powodu braku zrozumienia różnicy między różnymi typami pomiarów i ich zastosowaniami. Kluczowe jest, aby rozróżnić, że chropowatość odnosi się do jakości powierzchni, podczas gdy inne wymienione odpowiedzi dotyczą odmiennych właściwości mechanicznych oraz wymagań produkcyjnych. Zrozumienie tych różnic jest niezbędne, aby uniknąć błędnych interpretacji w praktyce inżynieryjnej.