Pytanie 1
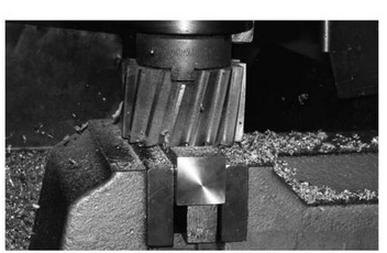
Obrabiarka CNC, przedstawiona na zdjęciu to

A. frezarka obwiedniowa.
B. wiertarka kadłubowa.
C. tokarka.
D. frezarka pionowa.
Tokarka CNC na tym zdjęciu to naprawdę super narzędzie do obróbki skrawaniem. Ma wszystkie te ważne elementy, jak wrzeciono, uchwyt na narzędzie i przeciwwrzeciono. Dzięki nim działa jak marzenie! Tokarki CNC są mega ważne w przemyśle, bo potrafią wytwarzać dokładne detale o różnych kształtach. A to wszystko przez programy sterujące, które pozwalają na powtarzalne operacje z wielką precyzją. Dzięki temu produkcja jest tańsza i bardziej efektywna. Widzisz, tokarki CNC używa się w branżach jak motoryzacja, lotnictwo czy medycyna, gdzie liczy się każdy milimetr. W porównaniu do tradycyjnych tokarek, te nowoczesne mogą automatyzować procesy, co znacząco przyspiesza produkcję i ułatwia wprowadzanie zmian w projektach.