Pytanie 1
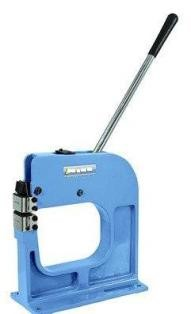
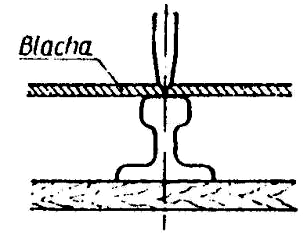
Którą techniką obróbki plastycznej wykonuje się element przedstawiony na rysunku?

A. Fałdowania.
B. Żłobienia.
C. Zaginania.
D. Tłoczenia.
Technika tłoczenia to jedna z najważniejszych metod obróbki plastycznej blach, szczególnie w przypadku uzyskiwania elementów o złożonych kształtach przestrzennych, takich jak na zdjęciu. Polega ona na kształtowaniu blachy poprzez oddziaływanie odpowiedniej siły przy pomocy tłocznika i matrycy, co pozwala na wyprodukowanie zarówno dużych serii identycznych detali, jak i pojedynczych egzemplarzy prototypowych. W praktyce tłoczenie jest szeroko wykorzystywane w branży motoryzacyjnej, lotniczej czy AGD, gdzie liczy się precyzja oraz powtarzalność wyrobów. Moim zdaniem, to właśnie dzięki tłoczeniu możliwe jest szybkie i ekonomiczne wytwarzanie elementów o wysokiej jakości powierzchni oraz dokładności wymiarowej, zgodnie z normami PN-EN ISO 9001 czy DIN. Warto dodać, że tłoczenie umożliwia wykonanie nie tylko obudów, pokryw czy wsporników, ale także detali z otworami, przetłoczeniami czy przetłoczeniami usztywniającymi. Praca na tłoczni wymaga jednak dobrego przygotowania narzędzi i właściwego doboru parametrów procesu, żeby uniknąć wad takich jak pęknięcia czy fałdy. W codziennej praktyce technicznej tłoczenie to chleb powszedni, bez którego ciężko wyobrazić sobie nowoczesny przemysł metalowy.