Pytanie 1
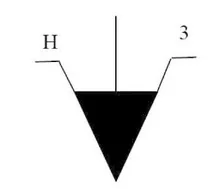
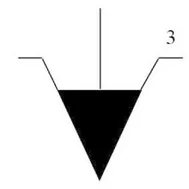
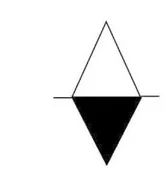
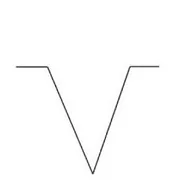
Na którym rysunku przedstawiono symbol graficzny będący oznaczeniem mocowania przedmiotów obrabianych na stole magnetycznym?

A. B.
B. C.
C. D.
D. A.
Symbol graficzny oznaczający mocowanie przedmiotów obrabianych na stole magnetycznym, przedstawiony na rysunku C, jest kluczowym elementem w rysunku technicznym. Stosowanie tego symbolu jest zgodne z normami ISO, które definiują symbole stosowane w inżynierii i technologii. Mocowanie przedmiotów na stole magnetycznym jest powszechną praktyką w obróbce metali, co pozwala na uzyskanie wysokiej precyzji i stabilności podczas procesów frezowania czy szlifowania. Dzięki zastosowaniu magnetycznych uchwytów, możliwe jest szybkie i efektywne mocowanie detali o różnych kształtach i rozmiarach. Użycie takiego symbolu w dokumentacji technicznej ułatwia komunikację pomiędzy inżynierami, technikami i operatorami maszyn, a także przyczynia się do zwiększenia efektywności produkcji. Zrozumienie i umiejętność rozpoznawania takich symboli jest niezbędna dla każdego profesjonalisty pracującego w branży obróbczej.