Pytanie 1
Z wykonywanego przez sterownik PLC programu wynika, że pojawienie się stanu wysokiego na wejściu I0.1 (S3) sterownika spowoduje uaktywnienie wyjścia Q0.1 (H2) z opóźnieniem czasowym równym
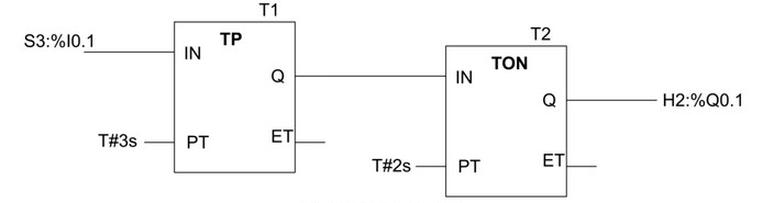
A. 3 sekundy.
B. 5 sekund.
C. 2 sekundy.
D. 1 sekunda.
Wybierając inne czasy opóźnienia, można popaść w pułapki związane z błędnym rozumieniem działania bloków czasowych w programie sterownika PLC. Na przykład, odpowiedź wskazująca na 1 sekundę wynika z nieprawidłowego odczytu schematu, gdzie czas opóźnienia został zrozumiany jako krótszy, niż rzeczywisty. Z kolei 3 sekundy i 5 sekund mogą być mylnie interpretowane jako czasy potrzebne do aktywacji wyjścia Q0.1, kiedy w rzeczywistości, tylko blok T2 z ustawionym czasem 2 sekundy efektywnie wpływa na to wyjście. Często błędy w analizie wynikają z braku ścisłego odniesienia do diagramów blokowych oraz z niewłaściwego zrozumienia, jakie funkcje pełnią poszczególne elementy programu. Warto pamiętać, że w kontekście programowania PLC, opóźnienia czasowe są kluczowe dla synchronizacji działań w systemach automatyki. Niezrozumienie tych zależności może prowadzić do poważnych problemów w działaniu zautomatyzowanych systemów, co podkreśla znaczenie dokładnej analizy schematów oraz umiejętności przekształcania wymagań funkcjonalnych w odpowiednią logikę programową.