Pytanie 1
Fragment podprogramu zawarty jest w bloku oznaczonym literą
A. A.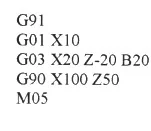
B. B.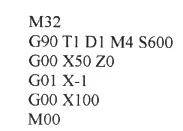
C. C.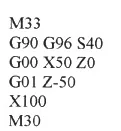
D. D.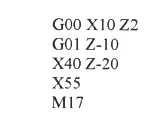
Wybór czegoś innego niż blok D pokazuje, że jesteś trochę zagubiony w temacie struktury kodu w programowaniu maszyn CNC. Wiele osób myli, co oznaczają różne bloki, co może prowadzić do złych decyzji. Bloki A, B i C rzeczywiście mogą mieć jakieś instrukcje, ale nie pasują do tego konkretnego podprogramu. Musisz mieć na uwadze, że każdy blok powinien mieć swoją logiczną sekwencję poleceń, które mogą działać niezależnie. Jeżeli zignorujesz lub źle przyporządkujesz te bloki, to możesz narobić niezłych błędów przy pracy maszyny. Można też dodać, że w świecie CNC są jakieś standardy dotyczące organizacji kodu. Zrozumienie ich to podstawa, żeby uniknąć problemów i jakość produkcji była na wysokim poziomie. Pamiętaj, że w programowaniu CNC warto myśleć modularnie – każdy fragment kodu powinien być prosty do zrozumienia i zmiany. Jak tego nie zrobisz, to możesz mieć później kłopoty z wydajnością i więcej błędów w trakcie pracy.