Pytanie 1
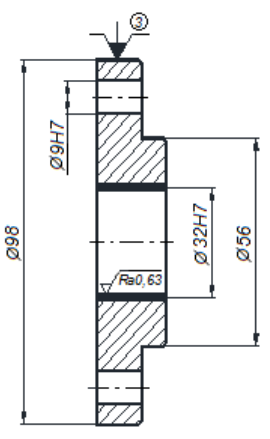
Na podstawie rysunku oraz podanych odchyłek określ wymiar średnicy mieszczący się w granica tolerancji.

A. 38,02 mm
B. 37,75 mm
C. 37,98 mm
D. 38,28 mm
Odpowiedź 38,02 mm jest prawidłowa, ponieważ mieści się w granicach tolerancji określonych dla wymiaru średnicy. Wymiary graniczne dla tego elementu wynoszą od 38 mm do 38,025 mm. Zgodnie z zasadami tolerancji wymiarowej, każdy element mechaniczny musi spełniać obowiązujące normy, takie jak ISO 286-1, które definiują zasady dotyczące tolerancji i wymiarów. W praktyce oznacza to, że rzeczywisty wymiar elementu powinien być większy od dolnej granicy i mniejszy od górnej granicy tolerancji. W przypadku średnicy 38,02 mm, wartość ta jest wyraźnie wyższa od dolnej granicy 38 mm, a jednocześnie niższa od górnej granicy 38,025 mm, co czyni ten wymiar akceptowalnym. W przemyśle, stosowanie tolerancji wymiarowych jest kluczowe, aby zapewnić, że wszystkie części będą ze sobą współpracować w finalnym produkcie. Przykładem może być montaż łożysk, gdzie precyzyjne wymiary są niezbędne dla prawidłowego działania mechanizmu.