Pytanie 1
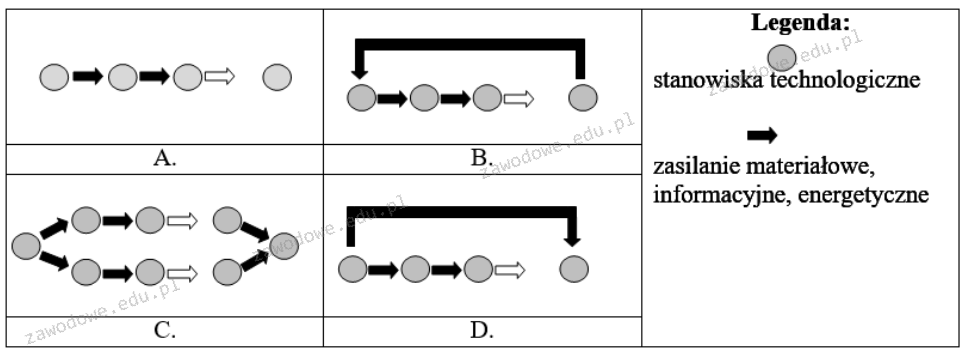
W kontekście terminowego zrealizowania zamówienia, dział montażu podwozi przyczep rolniczych przekazał zlecenie produkcyjne do działu montażu nadwozi w celu wykonania gotowych wyrobów na dzień następny. Zaprezentowany sposób realizacji przepływów materiałowych ilustruje zastosowanie techniki
A. REENGINERING
B. KANBAN
C. Just for You
D. Just in Time
Wybór technik takich jak Just in Time, Reengineering czy Just for You jest błędny z kilku powodów. Just in Time (JIT) to strategia, która ma na celu dostarczenie odpowiednich materiałów dokładnie wtedy, gdy są potrzebne w procesie produkcyjnym, co wymaga wysokiego poziomu koordynacji i eliminacji zapasów. Choć podobnie jak KANBAN zmniejsza marnotrawstwo, JIT nie zawsze opiera się na wizualnych sygnałach do zarządzania produkcją, co odróżnia go od KANBAN. Reengineering to podejście do fundamentalnej przebudowy procesów biznesowych w celu osiągnięcia dramatycznych popraw w wydajności. Jest to znacznie szersza koncepcja, która nie odnosi się bezpośrednio do przepływów materiałowych, a skupia się na całkowitym przekształceniu organizacji. Just for You jest terminem, który nie odnosi się do uznawanej metodologii zarządzania produkcją i może być mylony z ideą personalizacji produktów, co jest zupełnie innym podejściem. Zrozumienie różnic między tymi technikami i ich zastosowanie w praktyce jest kluczowe dla efektywnego zarządzania procesami produkcyjnymi. Często błędem u uczniów jest mylenie tych terminów i koncepcji, co prowadzi do nieprawidłowych wniosków dotyczących strategii optymalizacji produkcji.