Pytanie 1
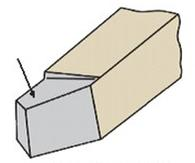
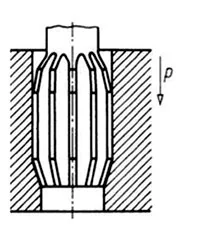
Który klucz jest stosowany w celu wymiany płytki skrawającej w przecinaku listwowym przedstawionym na rysunku?

A. A.
B. B.
C. C.
D. D.
Wydaje mi się, że klucz oznaczony jako "C." jest naprawdę dobrym wyborem do wymiany płytki skrawającej w przecinaku listwowym. Ma ten fajny kształt litery "T", co daje super moment obrotowy. Dzięki długości rękojeści można łatwo dokręcać i odkręcać śruby, a to jest mega ważne dla stabilności i precyzji w pracy z narzędziami. W przemyśle, gdzie obrabiamy metale albo produkujemy precyzyjne elementy, taki klucz robi robotę. Mała dygresja - klucze w kształcie "T" są powszechnie używane w branży, bo pozwalają dotrzeć do tych trudniejszych miejsc, co jest bardzo ważne, kiedy masz do czynienia z maszynami o skomplikowanej budowie. Używanie właściwego klucza nie tylko przyspiesza pracę, ale też zmniejsza ryzyko uszkodzenia śrub, co jest zgodne z najlepszymi praktykami konserwacji narzędzi. Niby prosta rzecz, ale naprawdę ma znaczenie!