Pytanie 1
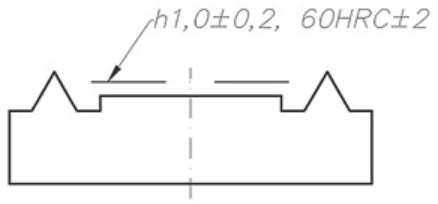
Część maszyny przedstawioną na rysunku wykonano na

A. frezarce pionowej.
B. tokarce uniwersalnej.
C. przeciągarce.
D. wiertarce promieniowej.
Tokarka uniwersalna to naprawdę świetne urządzenie do obróbki różnych elementów, zwłaszcza tych o kształcie obrotowym. Patrząc na rysunek, widać, że ta część ma walcowaty kształt z otworem wewnętrznym, co wskazuje, że idealnie nadaje się do obróbki na tokarce. Te tokarki są bardzo uniwersalne, bo mają sporo różnych narzędzi i akcesoriów, co pozwala na pracę z różnymi materiałami – metalami, plastikiem czy nawet drewnem. Można na nich zrobić na przykład wałki, tuleje czy bardziej skomplikowane elementy maszyn. Ważne jest też, że normy, takie jak te z ISO czy PN-EN 12417, pomagają utrzymać dobrą jakość produktów. W inżynierii naprawdę istotne jest, żeby znać odpowiednie maszyny do obróbki, bo to ma wpływ na jakość produkcji i końcowy efekt, więc tokarka uniwersalna to absolutny must-have w każdym warsztacie.