Pytanie 1
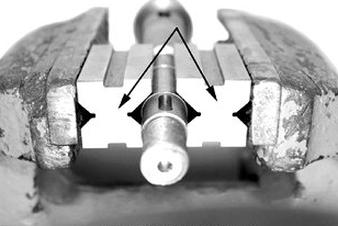
Przedstawionym na zdjęciu przyrządem pomiarowym nie można zmierzyć

A. szerokości otworu o przekroju kwadratowym.
B. średnicy wałka z wielowypustem.
C. szerokości otworu o przekroju sześciokąta.
D. szerokości rowka prostego.
Odpowiedź "średnicy wałka z wielowypustem" jest prawidłowa, ponieważ mikrometr zewnętrzny, którego używamy do pomiarów, jest zaprojektowany do pomiaru wymiarów zewnętrznych prostych obiektów. Konstrukcja mikrometru nie pozwala na dokładne umiejscowienie szczęk pomiarowych w rowkach wałka z wielowypustem, co uniemożliwia precyzyjny pomiar jego średnicy. Standardowe mikrometry mają szczęki, które stykają się z powierzchniami prostymi, co wskazuje na ich zastosowanie w pomiarach takich jak średnice wałków cylindrycznych, szerokości otworów o przekroju kwadratowym czy sześciokątnym. W praktyce, aby zmierzyć średnicę wałka z wielowypustem, zaleca się użycie narzędzi takich jak suwmiarka, która posiada przystosowane końcówki do pomiaru w rowkach, co zapewnia dokładność pomiaru. W branży inżynieryjnej zapewnienie odpowiednich narzędzi pomiarowych dla specyficznych kształtów jest kluczowe dla uzyskania precyzyjnych wyników, co znajduje odzwierciedlenie w standardach jakości ISO.