Pytanie 1
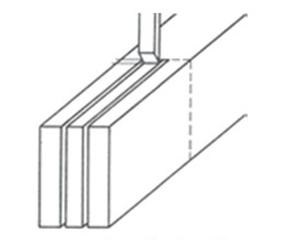
Którą kolejność czynności należy zachować podczas wykonywania widlicy pokazanej na rysunku?
A. Szlifowanie, trasowanie, piłowanie, dłutowanie.
B. Piłowanie, trasowanie, dłutowanie, szlifowanie.
C. Trasowanie, piłowanie, dłutowanie, szlifowanie.
D. Dłutowanie, szlifowanie, piłowanie, trasowanie.
Trasowanie, piłowanie, dłutowanie, szlifowanie to optymalna kolejność czynności w procesie wytwarzania widlicy. Rozpoczęcie od trasowania polega na precyzyjnym oznaczeniu linii cięcia i obróbki, co jest kluczowe dla uzyskania dokładnych wymiarów i kształtu finalnego produktu. Dobrze wykonane trasowanie zmniejsza ryzyko błędów w dalszych etapach obróbki. Następnie, piłowanie pozwala na usunięcie większej ilości materiału, osiągając wstępny kształt elementu. To etap, w którym należy używać odpowiednich narzędzi tnących, co wpływa na jakość cięcia oraz wydajność pracy. Kolejnym krokiem jest dłutowanie, które umożliwia precyzyjne modelowanie detali, szczególnie w trudno dostępnych miejscach, co jest szczególnie istotne w przypadku elementów o złożonym kształcie. Ostatnim etapem jest szlifowanie, które wygładza powierzchnię, nadając jej estetyczny wygląd i przygotowując do ewentualnej dalszej obróbki lub malowania. Każdy krok ma swoje znaczenie i wpływa na końcową jakość produktu, a ich prawidłowe wykonanie powinno opierać się na standardach branżowych, takich jak normy ISO dotyczące obróbki mechanicznej.