Pytanie 1
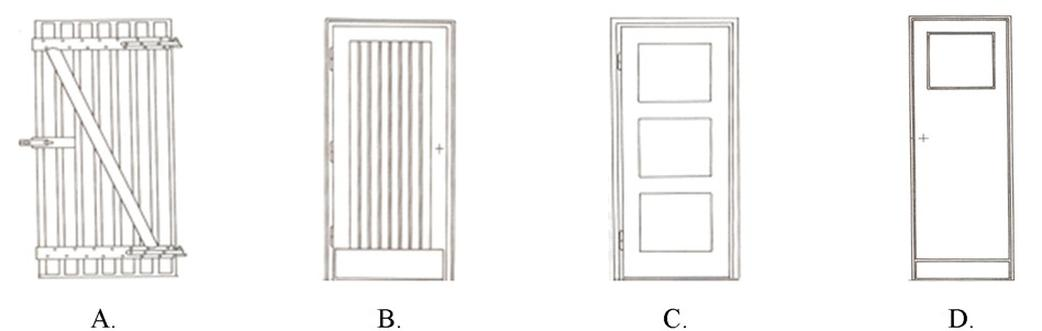
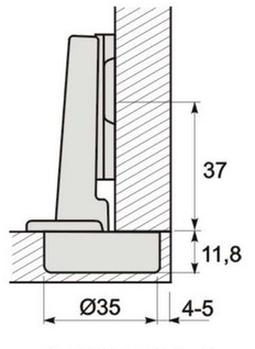
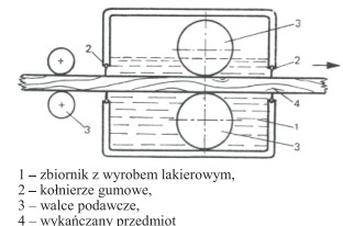
Pokazane na schemacie urządzenie służy do wykończenia powierzchni drewna metodą
A. zanurzania.
B. polewania.
C. przeciągania.
D. natrysku.
Odpowiedzi takie jak "zanurzania", "polewania" oraz "natrysku" są błędne, ponieważ każda z tych metod aplikacji różni się zasadniczo od opisanego procesu przeciągania. Metoda zanurzania zakłada całkowite zanurzenie przedmiotu w cieczy, co nie pozwala na precyzyjne kontrolowanie grubości warstwy, a także może prowadzić do gromadzenia się lakieru w trudno dostępnych miejscach. W przypadku polewania materiału, aplikacja jest często nierównomierna, co skutkuje słabszą jakością wykończenia i wysokim ryzykiem pojawiania się zacieków. Metoda natrysku, z kolei, wymaga odpowiedniej technologii sprężania powietrza, co czyni ją bardziej skomplikowaną i kosztowną w porównaniu do przeciągania. Ponadto, każda z tych metod ma ograniczenia w zakresie materiałów, które można efektywnie aplikować. W praktyce, stosując nieodpowiednią metodę, możemy narażać drewno na uszkodzenia oraz zaburzenia w jego strukturze, co jest niezgodne z zaleceniami standardów jakości w przemyśle drzewnym. Zrozumienie tych różnic jest kluczowe dla uzyskania wysokiej jakości wykończenia powierzchni drewnianych i uniknięcia błędów, które mogą wpłynąć na trwałość oraz estetykę finalnego produktu.