Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 40/40 punktów (100,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
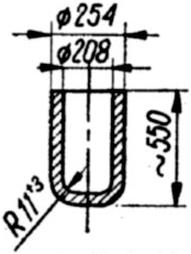
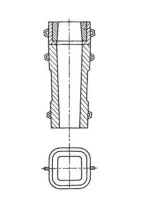
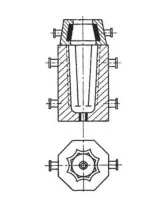
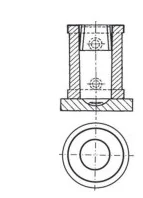
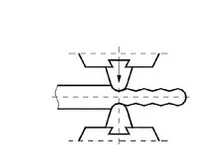
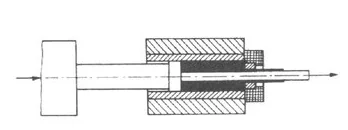
Którą z metod wykonania należy zastosować do produkcji grubościennych tulei stalowych o kształcie i wymiarach określonych na rysunku?
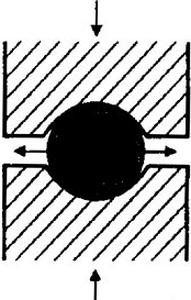
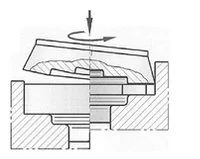
Na rysunku przedstawiono operację kucia
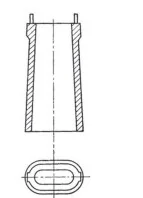
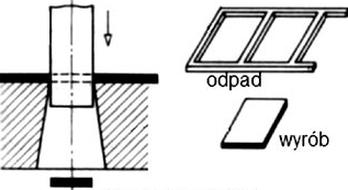
Na którym rysunku przedstawiono wyrób wykonany metodą tłoczenia na prasie?



To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
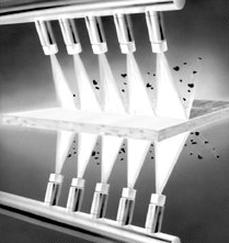
Jaką metodę usuwania zanieczyszczeń z powierzchni blach wykorzystuje się przed aplikacją warstwy ochronnej cynku w procesie ciągłego cynkowania ogniowego?
Określ na podstawie tabeli zakres temperatur wyżarzania odprężającego dla narzędzi wykonanych ze stali SK5MC.
| Tabela parametrów obróbek cieplnych stali szybkotnącej SK5MC | |||
|---|---|---|---|
| Operacja lub zabieg | Zakres temperatur °C | Chłodzenie lub ośrodek | |
| Wyżarzanie zmiękczające | 800÷900 | ok. 10°C/godz. do ok. 650°C, następnie powietrze | |
| Wyżarzanie odprężające | 600÷700 | z piecem do ok. 500°C, następnie powietrze | |
| Hartowanie | Podgrzewanie I | ok. 550 | kąpiel solna |
| Podgrzewanie II | 850 | kąpiel solna | |
| Austenityzowanie | 1160÷1200 | kąpiel solna 550°C, następnie powietrze lub olej | |
| Odpuszczanie | 3x 550÷570 | przez 2 godz. kąpiel solna | |
Na podstawie danych w tabeli określ wymiary kowadeł płaskich, które można zamontować na młocie sprężarkowym o masie części spadających 750 kg.
| Masa części spadających młota kg | Młoty parowo - powietrzne | Młoty sprężarkowe | ||
|---|---|---|---|---|
| Orientacyjne wymiary kowadeł płaskich | ||||
| szerokość mm | długość mm | szerokość mm | długość mm | |
| 500 | 140÷230 | 250÷350 | 120÷130 | 260÷300 |
| 750 | 150÷250 | 300÷400 | 130÷160 | 340÷360 |
| 1000 | 150÷280 | 350÷400 | 140÷175 | 380÷420 |
| 1500 | 200÷300 | 400÷450 | 160÷200 | 450÷500 |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na podstawie fragmentu tabeli konserwacji elementów suwnicy pomostowej określ, który element suwnicy lub parametr powinien być sprawdzany najczęściej.
| Lp. | Kontrola przy uruchamianiu po montażu lub remoncie | Kontrola codzienna na początku pracy | Pierwszy raz po 3 miesiącach | Regularna konserwacja po 12 miesiącach | Konserwacja po 10 latach względnie przy remoncie generalnym | Tabela konserwacji elementów suwnicy pomostowej |
|---|---|---|---|---|---|---|
| 1 | x | x | x | Hamulec | ||
| 2 | x | x | x | Połączenia śrubowe | ||
| 3 | x | x | x | Uzębienie wału/koła: zużycie, smarowanie | ||
| 4 | x | Wymiana oleju/smaru przekładniowego |
Określ na podstawie tabeli, który gniot bezwzględny należy zastosować w szóstym przepuście przy walcowaniu blachy o końcowej grubości 14 mm.
| Wartości kolejnych gniotów do walcowania blach 14 x 2000 x 6000 mm | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Nr Przepustu | Wymiary pasma | Δh mm | λ | Średnica walców D mm | Temperatura metalu °C | Średni nacisk jednostkowy p MPa | ||||||
| grubość mm | szerokość mm | długość m | ||||||||||
| 0 | 200 | 1600 | 2,5 | – | – | – | – | – | ||||
| 1 | 183 | 1740 | 2,5 | 17 | 1,09 | 1034 | 1200 | 53 | ||||
| 2 | 153 | 2070 | 2,5 | 30 | 1,19 | 1034 | 1197 | 53 | ||||
| 3 | 113 | 2070 | 3,37 | 40 | 1,35 | 1034 | 1192 | 58 | ||||
| 4 | 83 | 2070 | 4,60 | 30 | 1,36 | 1034 | 1183 | 63 | ||||
| 5 | 60 | 2070 | 6,28 | 23 | 1,38 | 1034 | 1167 | 72 | ||||
| 6 | 44 | 2070 | 8,56 | 16 | 1,36 | 800 | 1147 | 82 | ||||
| 7 | 32 | 2070 | 11,77 | 12 | 1,38 | 800 | 1120 | 94,4 | ||||
| 8 | 24 | 2070 | 15,70 | 8 | 1,33 | 800 | 1081 | 114,0 | ||||
| 9 | 19 | 2070 | 19,83 | 5 | 1,26 | 800 | 1034 | 132,8 | ||||
| 10 | 16 | 2070 | 23,55 | 3 | 1,19 | 800 | 985 | 146,4 | ||||
| 11 | 14,5 | 2070 | 26,00 | 1,5 | 1,10 | 800 | 940 | 147,2 | ||||
| 12 | 14,0 | 2070 | 26,91 | 0,5 | 1,04 | 800 | 900 | 133,2 | ||||
Które z poniższych urządzeń nadaje się najlepiej do precyzyjnego i bezstratnego pocięcia arkusza blachy stalowej o wymiarach 1500 x 1000 mm i grubości 1,5 mm na pasy o szerokości 200 mm?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
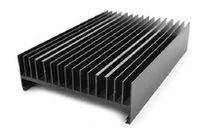
Które urządzenie do nagrzewania wyrobów w procesie obróbki cieplnej przedstawiono na fotografii?

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Który z wymienionych procesów produkcji stali pozwala na utlenienie zbędnego węgla do wartości poniżej 0,05%?
Określ na podstawie rysunków, którą wlewnicę należy zastosować aby otrzymać wlewek o przekroju kwadratowym.
Określ na podstawie tabeli, jaki rodzaj żużla należy naprowadzić na powierzchnię metalu, jeśli powinien on zawierać powyżej 50% tlenku wapnia i poniżej 9% tlenu manganu.
| Nr żużla | Żużel | Skład chemiczny % | |||||||
|---|---|---|---|---|---|---|---|---|---|
| \( CaO \) | \( MnO \) | \( FeO \) | \( MgO \) | \( SiO_2 \) | \( S \) | \( Al_2O_3 \) | \( P_2O_5 \) | ||
| I | Redukcyjny | 42,0 | 10,0 | 16,6 | 5,0 | 20,0 | 0,2 | 5,0 | 1,2 |
| II | Kwaśny | - | 18,0 | 22,0 | - | 56,0 | - | 4,0 | - |
| III | Zasadowy | 54,0 | 5,0 | 8,0 | 2,0 | 10,0 | 1,0 | - | 20,0 |
| IV | Utleniający | 48,0 | 8,0 | 10,0 | 5,0 | 20,0 | 1,0 | 5,0 | 3,0 |
Jakie formy przyjmują cząstki proszków uzyskanych poprzez metodę rozpylania?
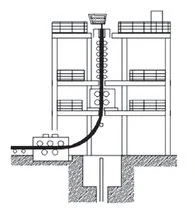
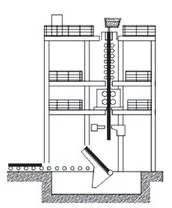
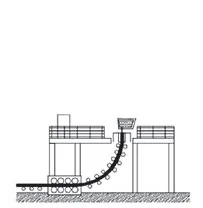
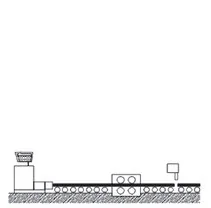
Na którym rysunku przedstawiono schemat działania urządzenia do poziomego odlewania ciągłego?
Które sortymenty koksu mogą znajdować się w naboju do wielkiego pieca, jeśli zasypuje się tam wyłącznie frakcje o granulacji powyżej 0,04 m?
| Sortyment | Wielkość kawałków, mm |
|---|---|
| Kęsy | > 80 |
| Kostka | 80÷63 |
| Orzech I | 63÷40 |
| Orzech II | 40÷20 |
| Groszek I | 20÷10 |
| Groszek II | 20÷6,3 |
| Koksik I | 10÷0 |
| Koksik II | 6,3÷0 |
Temperatura, przy której stal topnieje, wynosi około 1 540°C. Temperatura płynnego metalu przed jego wylaniem powinna być wyższa o 90÷120°C od temperatury topnienia. Od jakiej z wymienionych temperatur należy rozpocząć wylewanie stali z pieca?
W jakim zakresie temperatur powinniśmy podgrzewać stalowy wsad przed walcowaniem na gorąco blach o dużej grubości?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Który rodzaj operacji cięcia metali przedstawia rysunek?
Jaki proces cieplny powinno się przeprowadzić po obróbce plastycznej na zimno, aby zlikwidować zmagazynowaną energię deformacji?
Który rodzaj procesu stosowanego podczas produkcji blach grubych przedstawia rysunek?
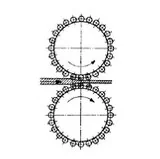
Na którym rysunku przedstawiono schematycznie proces walcowania?
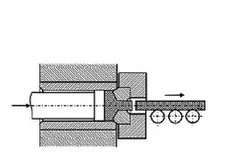
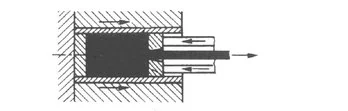
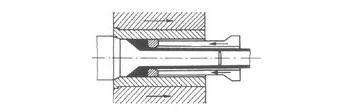
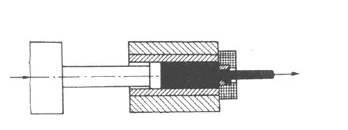
Schemat procesu przeciwbieżnego wyciskania prętów przedstawiono na rysunku oznaczonym literą
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jak należy przygotować wsad w postaci blach walcowanych na gorąco przed procesem walcowania blach cienkich na zimno?
Jaki metal jest produkowany na dużą skalę w metodzie ISP (ang. Imperial Smelting Process)?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Podczas produkcji tulei rurowych wykorzystuje się proces walcowania
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie jest główne zadanie procesu koksowania w produkcji stali?
Jakie są główne zalety stosowania walcowania na gorąco?