Pytanie 1
Zgodnie z przedstawionym rysunkiem dla momentu utwierdzenia wynoszącego 1500Nm długość belki x wynosi
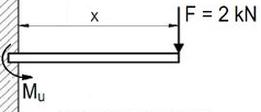
A. 75 mm
B. 750 mm
C. 300 mm
D. 3000 mm
W przypadku podanych nieprawidłowych odpowiedzi ważne jest zrozumienie, dlaczego każda z nich prowadzi do błędnych wniosków. Odpowiedzi takie jak 3000 mm czy 300 mm sugerują nieprawidłowe przyjęcie danych lub błędne założenie dotyczące układu sił. W przypadku długości 3000 mm, zakłada się, że moment siły wzrasta liniowo z długością, co jest błędne, ponieważ w praktyce moment jest również uzależniony od wartości siły oraz odległości od punktu przyłożenia. Podobnie, długość 300 mm jest niewystarczająca do zrównoważenia podanego momentu, co wskazuje na niepoprawne rozumienie zasad równowagi. Odpowiedź 75 mm jest również niewłaściwa, ponieważ oznaczałoby to, że siła działająca na belkę byłaby ekstremalnie wysoka, co jest niezgodne z rzeczywistością inżynierską. Kluczowe jest zrozumienie, że w statyce nie chodzi tylko o wartości liczbowej, ale o połączenie siły z odpowiednią długością, co pozwala na obliczenie momentu. Analiza błędnych odpowiedzi pokazuje typowe pułapki w myśleniu inżynierskim, takie jak ignorowanie podstawowych zasad mechaniki. Aby uniknąć tego typu pomyłek, zaleca się staranne przestudiowanie zagadnień związanych z równowagą momentów oraz zastosowanie odpowiednich wzorów w odpowiednich kontekstach. Zrozumienie tych koncepcji jest kluczowe dla skutecznego projektowania i analizy konstrukcji.