Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 21/40 punktów (52,5%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Rysunek przedstawia siłownik pneumatyczny o mocowaniu
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Tachometryczna prądnica działa z prędkością obrotową wynoszącą 1000 obr/min. Jaką prędkość obrotową należy osiągnąć, aby napięcie na wyjściu prądnicy wyniosło 7,3 V?
Przedstawiony program sterowniczy to program napisany w języku
| L | I 0.00 |
| O | Q 0.00 |
| A | I 0.01 |
| = | Q 0.00 |
| EP |
Czy obniżenie temperatury czynnika w sprężarkach prowadzi do
Pomiary izolacyjności w instalacjach elektrycznych realizuje się
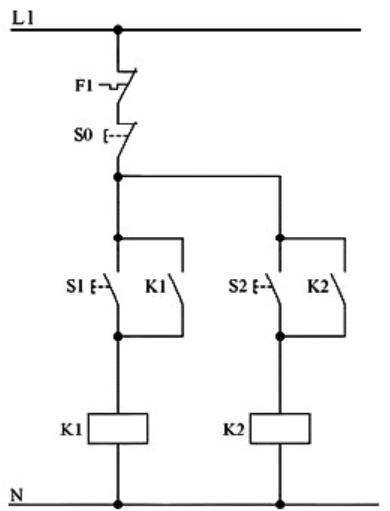
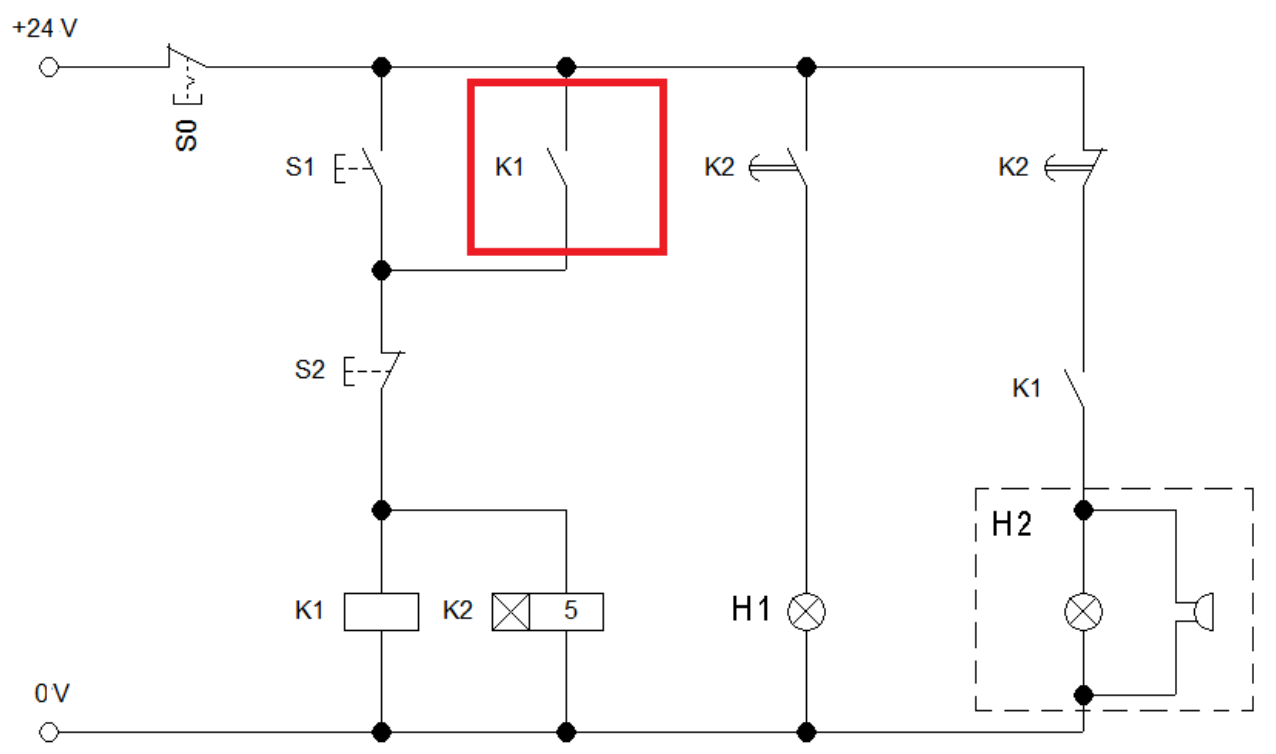
W powyższym układzie stycznik K1 włącza się tylko wtedy, gdy przycisk S1 jest wciśnięty. Zwolnienie przycisku S1 nie wyłącza K1. Przyczyną błędnego działania układu jest
Podczas prac związanych z montażem mechatronicznych elementów konstrukcyjnych na znacznej wysokości, co należy założyć?
Silniki, które mają największy moment rozruchowy to
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Która z wymienionych nieprawidłowości może powodować zbyt częste uruchamianie się silnika sprężarki tłokowej?
W celu zwiększenia wskaźnika lepkości w układzie hydraulicznym oraz zmniejszenia zużycia jego elementów należy użyć oleju o oznaczeniu
| Dodatki | Rodzaj oleju | ||||
|---|---|---|---|---|---|
| HH | HL | HM | HV | HG | |
| Antyutleniające | Tak | Tak | Tak | Tak | |
| Chroniące przed korozją | Tak | Tak | Tak | Tak | |
| Polepszające smarność | Tak | Tak | Tak | ||
| Zmniejszające zużycie | Tak | Tak | Tak | ||
| Zwiększające wskaźnik lepkości | Tak | ||||
| O szczególnych właściwościach smarujących | Tak | ||||
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
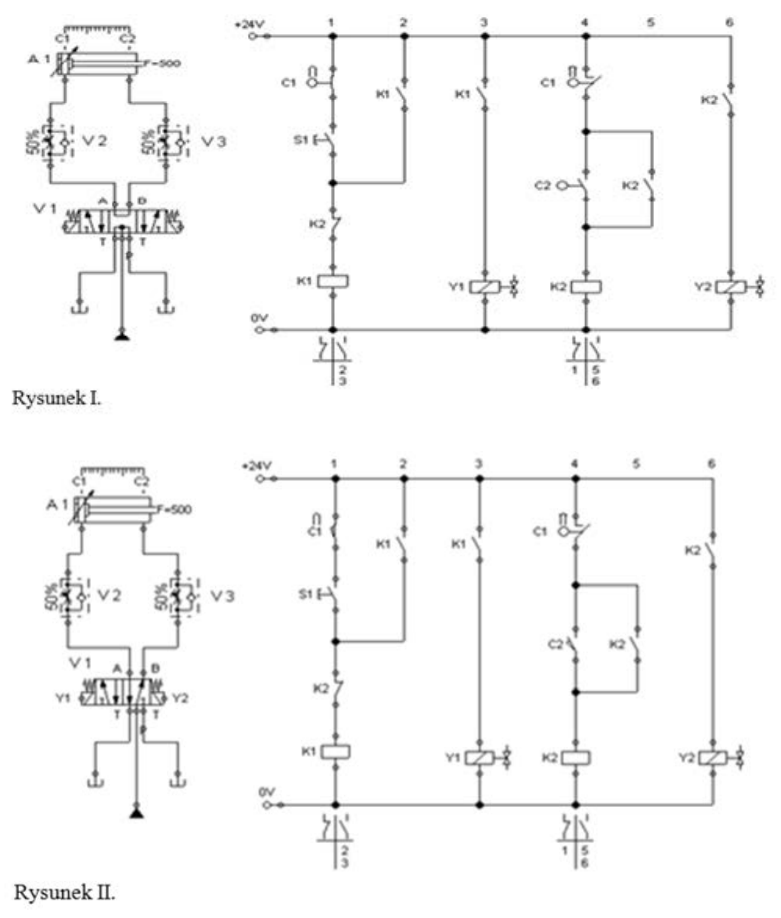
Po sprawdzeniu zgodności połączeń (Rysunek II.) z dokumentacją techniczną (Rysunek I.) wynika, że błędnie wybrany jest
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Do którego urządzenia odnoszą się przedstawione w ramce informacje?
| Stała wydajności (wydatek) |
| Cechy: objętość robocza 3,29 cm3/obr., prędkość obrotowa do 4800 obr./min., ciśnienie do 175 bar. |
| Zastosowanie: w hydraulicznych maszynach mobilnych i przemysłowych. |
| Zalecany napęd: bezpośredni współosiowy ze sprzęgłem elastycznym. |
| Wykorzystanie: jako urządzenie pomocnicze lub w instalacjach o niewielkich przepływach. |
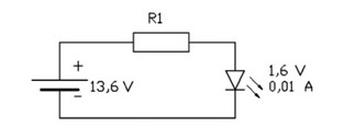
Jaką wartość rezystancji powinien mieć rezystor R1 ograniczający prąd diody w obwodzie, którego schemat przedstawiono na rysunku?
Obróbka ręczna przedstawiona na rysunku to

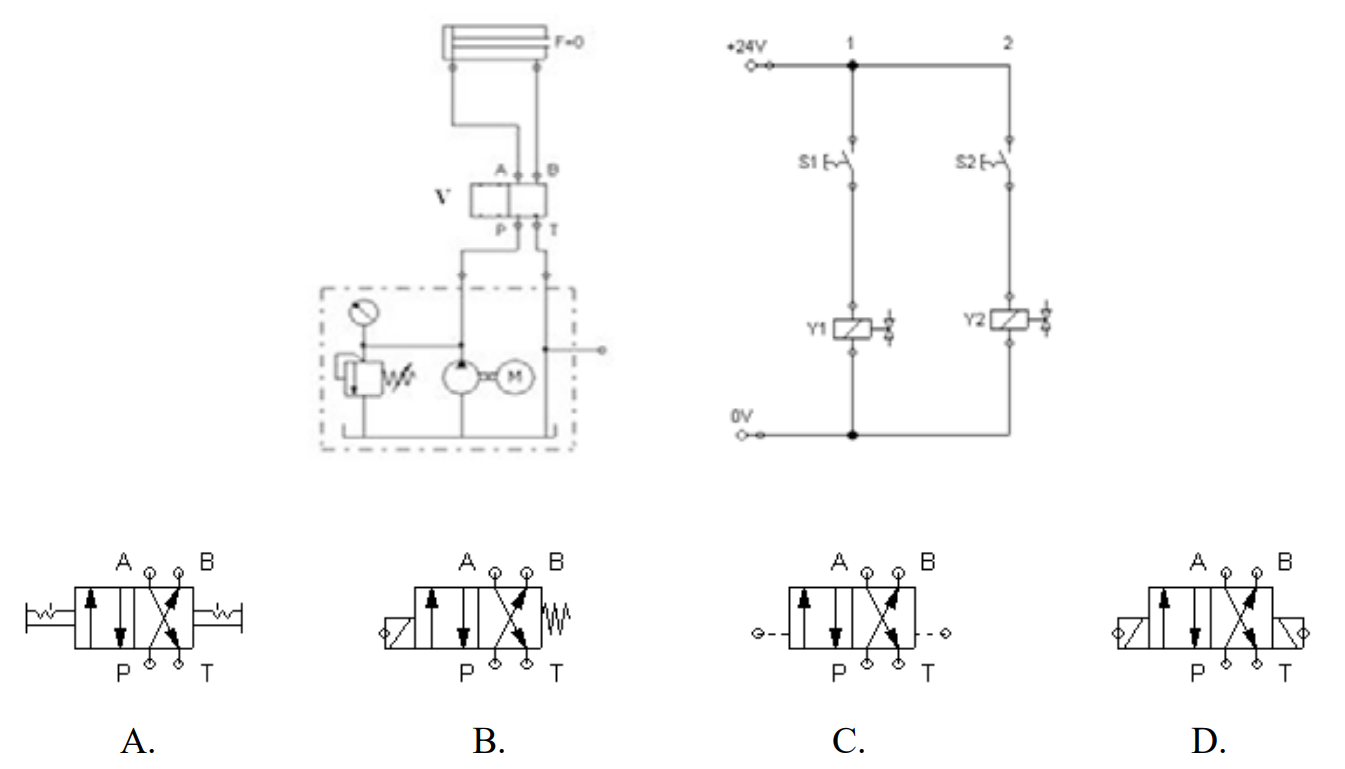
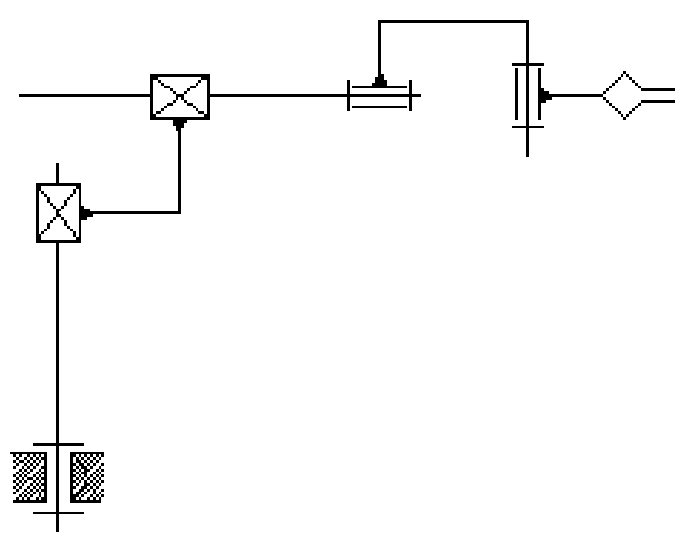
Wskaż zawór, który należy zastosować, jako zawór rozdzielający V.
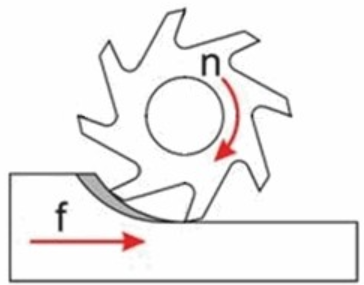
Na rysunku przedstawiono frezowanie
Przedstawione narzędzie jest wykorzystywane podczas

Przedstawiony element to

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Tensomer foliowy powinien być zamocowany do podłoża
Jaką wartość można zarejestrować korzystając z enkodera absolutnego jednoobrotowego?
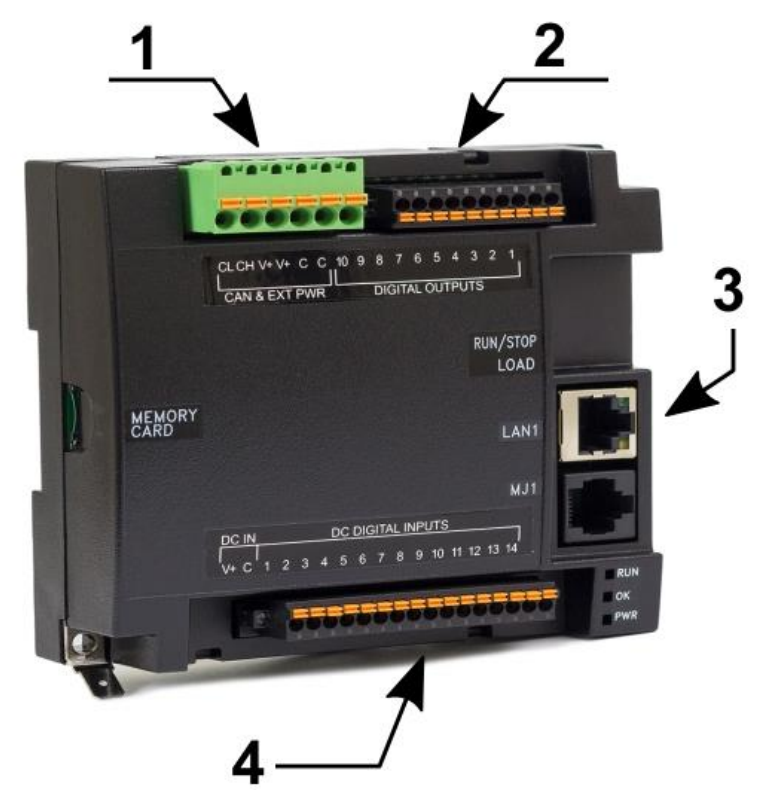
Którymi cyframi oznaczono moduły wejść i wyjść dyskretnych sterownika PLC?
Który przyrząd pomiarowy przedstawiono na rysunku?

Który rodzaj zasilania jest wykorzystywany do pracy urządzenia mechatronicznego przedstawionego na rysunku?

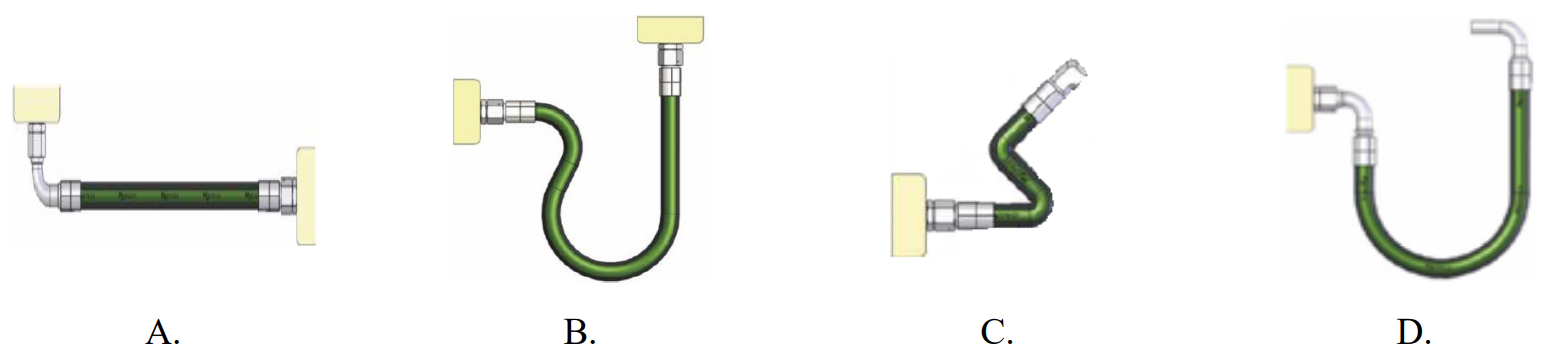
Który z przedstawionych sposobów ułożenia przewodu hydraulicznego jest prawidłowy?
Który z poniższych elementów nagle obniża swoją rezystancję po osiągnięciu określonego poziomu napięcia na jego terminalach?
Który rodzaj smaru powinien być zastosowany do lubrykantowania elementów wykonanych z plastiku?
Efektor umieszczony na końcu ramienia robota pełni przede wszystkim funkcję
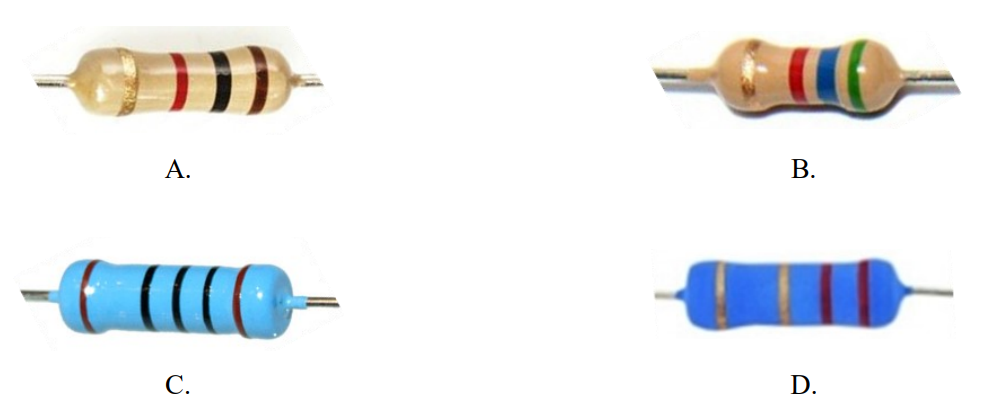
Na podstawie tabeli kodów paskowych rezystorów wskaż rezystor o wartości rezystancji 1 kΩ i tolerancji 5%.
| Kolor | Wartość | Mnożnik | Tolerancja ± % | Współczynnik temp. ± ppm/K | |
|---|---|---|---|---|---|
| 1 pasek | 2 pasek | 3 pasek | 4 pasek | Ostatni pasek | |
| czarny | 0 | 0 | x 1 Ω | 20 | 200 |
| brązowy | 1 | 1 | x 10 Ω | 1 | 100 |
| czerwony | 2 | 2 | x 100 Ω | 2 | 50 |
| pomarańczowy | 3 | 3 | x 1 k | 3 | 15 |
| żółty | 4 | 4 | x 10 k | 0 - +100 | 25 |
| zielony | 5 | 5 | x 100 k | 0.5 | |
| niebieski | 6 | 6 | x 1 M | 0.25 | 10 |
| fioletowy | 7 | 7 | x 10 M | 0,1 | 5 |
| szary | 8 | 8 | 0,05 | 1 | |
| biały | 9 | 9 | |||
| złoty | 0,1 Ω | 5 | |||
| srebrny | 0,01 Ω | 10 | |||
| brak | 20 | ||||
Zestyk K1 oznaczony na schemacie czerwoną ramką odpowiada za
Manipulator, którego schemat kinematyczny przedstawiono na rysunku, ma
W systemie mechatronicznym jako sposób przenoszenia napędu użyto paska zębatego. Podczas rutynowej inspekcji paska należy ocenić jego stopień zużycia oraz
Zgodnie z zamieszczoną tabelą do smarowania przekładni łańcuchowej przenoszącej moc 30 kW, w której łańcuch ma prędkość liniową 15 m/s, należy zastosować technikę smarowania
| Prędkość łańcucha | ||||
|---|---|---|---|---|
| Moc Przenoszona | Mała | < 5 m/s | 5 ... 10 m/s | > 10 m/s |
| Mała | Olej przekładniowy o dużej lepkości lub smar plastyczny. | Olej przekładniowy. | Olej przekładniowy. | Olej przekładniowy. |
| Smarowanie okresowe, ręczne. | Smarowanie okresowe, ręczne lub ciągłe grawitacyjne. | Smarowanie okresowe, ręczne lub ciągłe grawitacyjne. | Smarowanie rozbryzgowe. | |
| < 35 KW | Olej przekładniowy. | Olej przekładniowy. | Olej przekładniowy. | Olej przekładniowy. |
| Smarowanie ciągłe grawitacyjne. | Smarowanie ciągłe grawitacyjne. | Miski olejowe. | Smarowanie rozbryzgowe. | |
| > 35 KW | Olej przekładniowy. | Olej przekładniowy. | Olej przekładniowy. | Olej przekładniowy. |
| Smarowanie ciągłe grawitacyjne. | Smarowanie ciągłe grawitacyjne lub miski olejowe. | Smarowanie rozbryzgowe lub miski olejowe. | Smarowanie ciśnieniowe, rozbryzgowe. | |
Na rysunku przedstawiono fragment urządzenia z zamontowaną smarowniczką (kalamitką). Które z przedstawionych na rysunkach urządzeń należy zastosować do smarowania?
