Pytanie 1
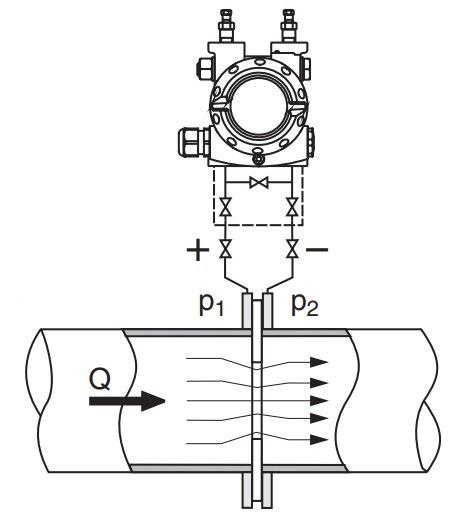
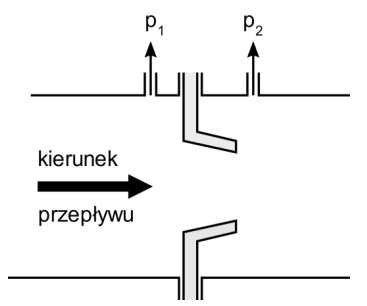
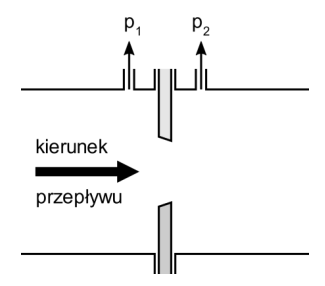
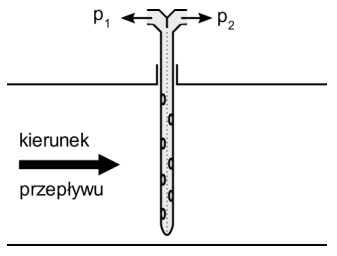
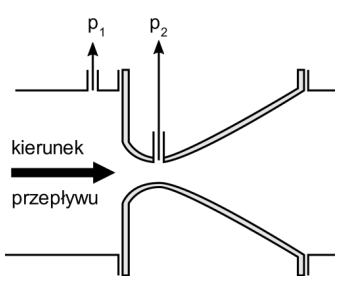
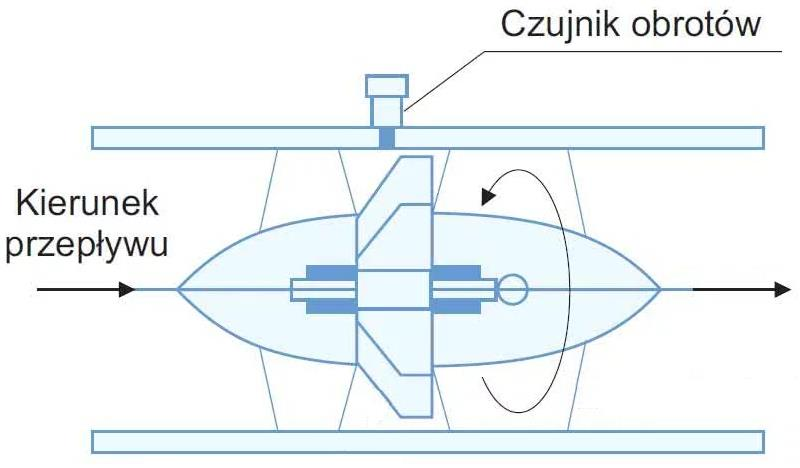
Do pomiaru przepływu gazu w rurociągu przedstawionym na rysunku, głównym elementem przetwornika jest
A. pływak.
B. turbina.
C. zwężka.
D. kryza.
Turbina jako główny element przetwornika do pomiaru przepływu gazu to naprawdę sprawdzone rozwiązanie w branży. Działa to tak, że przepływający gaz wprawia łopatki turbiny w ruch obrotowy, a czujnik obrotów mierzy prędkość tych obrotów. Im szybciej przepływa gaz, tym szybciej obraca się turbina, a liczba obrotów jest bezpośrednio proporcjonalna do objętości przepływającego gazu. Moim zdaniem, to bardzo wygodne, bo daje szybki i dokładny odczyt. Stosuje się to nie tylko w gazociągach przemysłowych, ale też przy pomiarach gazu ziemnego w energetyce i ciepłownictwie. Według norm branżowych, np. PN-EN ISO 9951, przepływomierze turbinowe są zalecane tam, gdzie wymagana jest wysoka precyzja i niskie opory przepływu. Trzeba jednak pamiętać o regularnej kalibracji i konserwacji, bo zanieczyszczenia mogą wpłynąć na dokładność pomiarów. W praktyce rozwiązanie to łączy niezawodność z prostotą konstrukcji, co czyni je jednym z popularniejszych wyborów w aplikacjach inżynierskich. Oczywiście, dobór takiego przepływomierza powinien być zawsze dostosowany do parametrów medium i warunków pracy, ale turbina to naprawdę solidny standard.