Pytanie 1
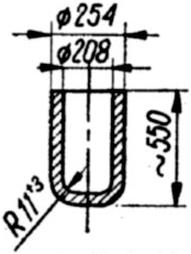
Którą z metod wykonania należy zastosować do produkcji grubościennych tulei stalowych o kształcie i wymiarach określonych na rysunku?
A. Walcowanie pielgrzymowe.
B. Kucie na kuźniarce.
C. Kucie na prasie śrubowej.
D. Wyciskanie przeciwbieżne.
Wyciskanie przeciwbieżne to jedna z najefektywniejszych metod produkcji grubościennych tulei stalowych, szczególnie w kontekście uzyskiwania precyzyjnych wymiarów i skomplikowanych kształtów. Ta technika, polegająca na jednoczesnym wciskaniu materiału w przeciwnych kierunkach, pozwala na uzyskanie wysokiej jakości powierzchni oraz minimalizację odpadów materiałowych. Przykładowo, w przemyśle motoryzacyjnym często wykorzystuje się tę metodę do produkcji tulei do silników, które muszą spełniać rygorystyczne normy jakości i wytrzymałości. Ponadto, wyciskanie przeciwbieżne jest zgodne z najlepszymi praktykami w zakresie procesów obróbczych, gdyż umożliwia efektywne wykorzystanie materiału, co jest kluczowe w kontekście zrównoważonego rozwoju. Metoda ta, w porównaniu do innych technik, jak walcowanie pielgrzymowe czy kucie, daje możliwość osiągnięcia lepszych właściwości mechanicznych materiału, dzięki jednorodnemu rozkładowi naprężeń w obrabianym elemencie. Właściwe zastosowanie wyciskania przeciwbieżnego pozwala na zwiększenie efektywności produkcji oraz redukcję kosztów w dłuższym okresie.


