Pytanie 1
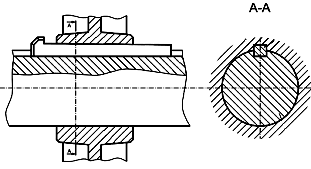
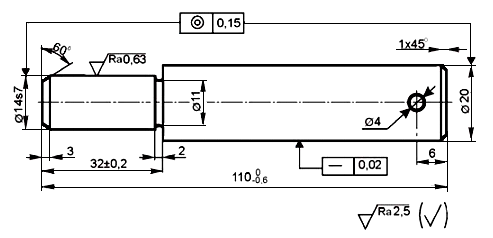
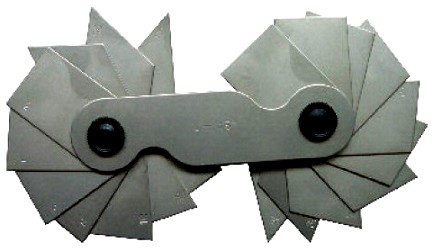
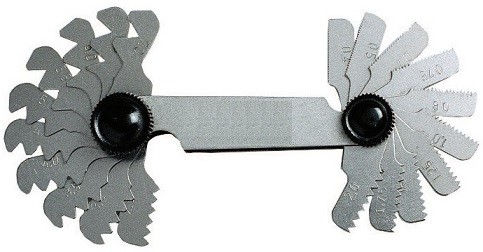
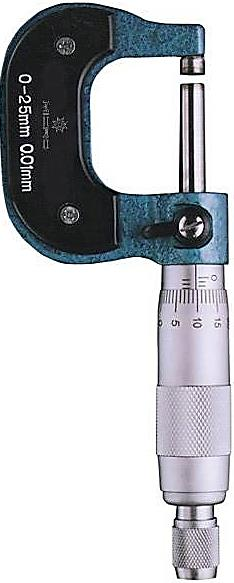
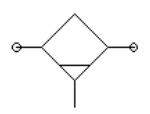
Którym przyrządem umieszczonym na płycie pomiarowej dokonano pomiaru części przedstawionej na rysunku oznaczonej strzałką?

A. Wysokościomierzem suwmiarkowym.
B. Promieniomierzem suwmiarkowym.
C. Fazomierzem suwmiarkowym.
D. Głębokościomierzem suwmiarkowym.
Wysokościomierz suwmiarkowy to w praktyce niezbędne narzędzie wszędzie tam, gdzie liczy się dokładny pomiar wysokości elementów ustawionych na płycie pomiarowej. Jego konstrukcja opiera się na precyzyjnym prowadzeniu wzdłuż podziałki milimetrowej oraz stabilnej podstawie, co zapewnia minimalizację błędów wynikających z niedokładnego ustawienia. Moim zdaniem, wysokościomierz daje naprawdę duży komfort pracy, bo dzięki niemu można mierzyć nie tylko wysokość, ale też – po zastosowaniu odpowiednich końcówek – inne cechy geometryczne, jak np. odległości między rowkami czy pozycje otworów względem podstawy. W branży metalowej i narzędziowej taki sprzęt to absolutny standard. Warto wspomnieć, że według norm PN-EN ISO 13225 czy wytycznych VDI/VDE, wysokościomierze suwmiarkowe powinny być wykorzystywane tam, gdzie wymaga się precyzji rzędu dziesiątych części milimetra. Jeśli chodzi o praktyczne przykłady – często spotykam się z tym, że podczas kontroli jakości detali wysokościomierz jest pierwszym narzędziem, po które sięga kontroler. To narzędzie sprawdza się idealnie przy sprawdzaniu różnicy wysokości między powierzchniami obrobionymi na różnych etapach produkcji. Z mojego doświadczenia wynika, że opanowanie szybkiego i precyzyjnego posługiwania się wysokościomierzem bardzo ułatwia codzienną pracę w warsztacie czy laboratorium pomiarowym.