Pytanie 1
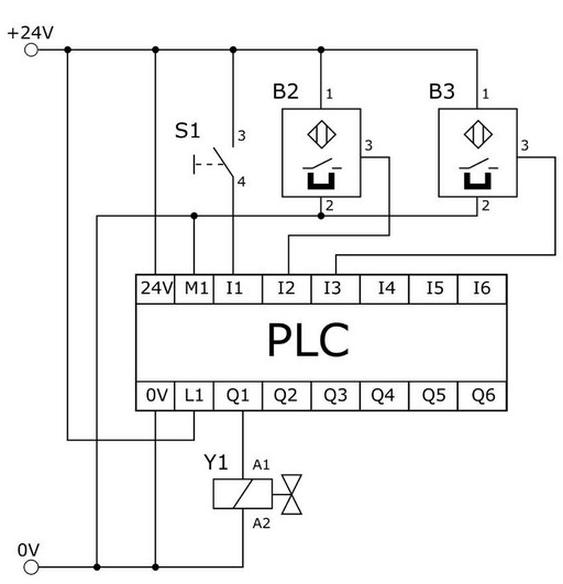
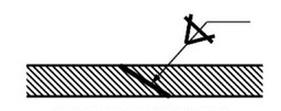
W jakim stanie znajduje się styk czujnika indukcyjnego przedstawionego na rysunku?

A. Wymuszonym otwartym.
B. Normalnie otwartym.
C. Normalnie zamkniętym.
D. Wymuszonym zamkniętym.
Wybierając odpowiedzi takie jak "Wymuszonym otwartym", "Normalnie zamkniętym" lub "Normalnie otwartym", występuje szereg nieporozumień co do działania czujników indukcyjnych oraz ich styku. Odpowiedź "Wymuszonym otwartym" sugeruje, że styk miałby pozostać otwarty mimo działania czujnika, co jest niezgodne z zasadami funkcjonowania tych urządzeń. Czujniki indukcyjne, kiedy są aktywowane przez obiekt, powinny zawsze powodować zamknięcie styku, co wyklucza możliwość, aby styk był w stanie otwartym w momencie detekcji. Z kolei wybór "Normalnie zamkniętym" jest błędny, gdyż w tym przypadku styk powinien być domyślnie zamknięty, co nie odpowiada rzeczywistości przedstawionej na rysunku. Natomiast odpowiedź "Normalnie otwartym" jest myląca, ponieważ sugeruje, że styk jest zamknięty wyłącznie w momencie działania czujnika, co jest nieprawidłowe w kontekście jego aktywacji. Kluczowe jest zrozumienie, że styk normalnie otwarty (NO) zamienia się w stan zamknięty tylko podczas aktywacji, co powinno być obecne w analizie działania czujnika. W branży automatyki, ignorowanie tych zasad prowadzi do błędów w projektowaniu i implementacji systemów, co może skutkować nieefektywnością oraz zagrożeniem bezpieczeństwa w miejscu pracy.