Pytanie 1
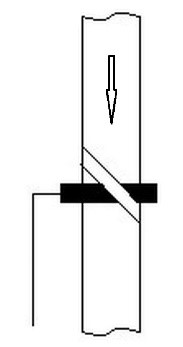
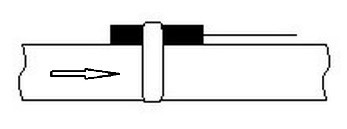
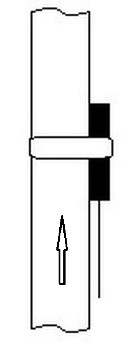
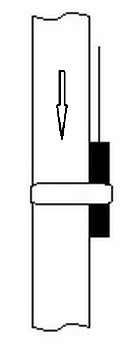
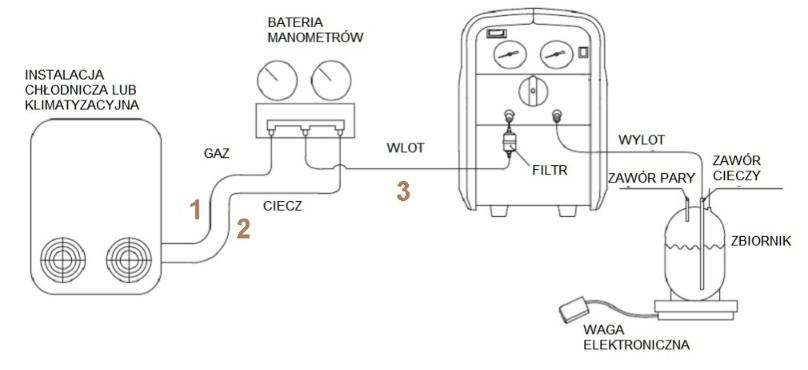
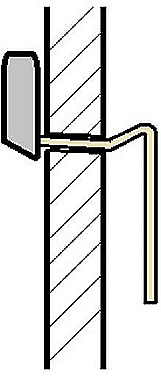
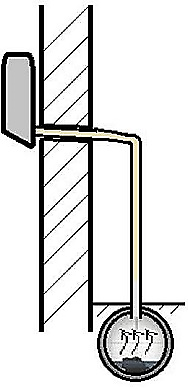
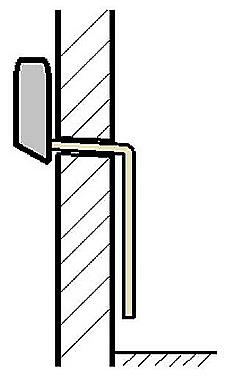
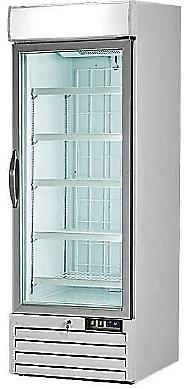
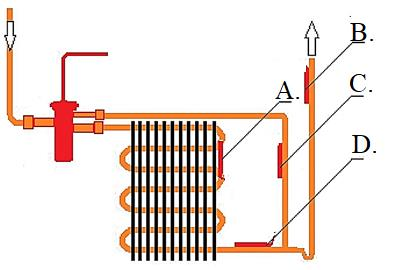
Do przecinania rur miedzianych należy zastosować narzędzie przedstawione na rysunku
A. Narzędzie 1
B. Narzędzie 2
C. Narzędzie 3
D. Narzędzie 4
Wybrałeś narzędzie numer 2 i bardzo dobrze, bo właśnie obcinak do rur to podstawowe narzędzie każdego hydraulika przy pracy z rurami miedzianymi. Ten typ obcinaka działa poprzez stopniowe dociskanie ostrza do powierzchni rury i obracanie narzędzia dokoła jej obwodu. Dzięki temu uzyskujemy bardzo równe, czyste cięcie, bez zadziorów. To ogromna przewaga nad piłkami czy cęgami, bo nie deformujemy rury, a jej końce nie wymagają potem dużo obróbki. W branży instalacyjnej, zgodnie z dobrymi praktykami, zawsze do cięcia rur miedzianych używa się właśnie tego typu obcinaków – to zapewnia szczelność i trwałość połączeń lutowanych czy zaciskanych. Co ciekawe, większość specjalistów przed montażem fazuje jeszcze krawędź po cięciu, żeby uniknąć uszkodzenia uszczelek podczas łączenia. Sam nie wyobrażam sobie pracy w terenie bez solidnego obcinaka – oszczędza czas i nerwy. Z mojego doświadczenia, warto inwestować w obcinaki dobrej marki, bo tanie często szybko tępią ostrza. Podsumowując, narzędzie nr 2 to niezbędnik do cięcia rur miedzianych, bo dba o jakość, bezpieczeństwo i profesjonalny efekt końcowy.