Pytanie 1
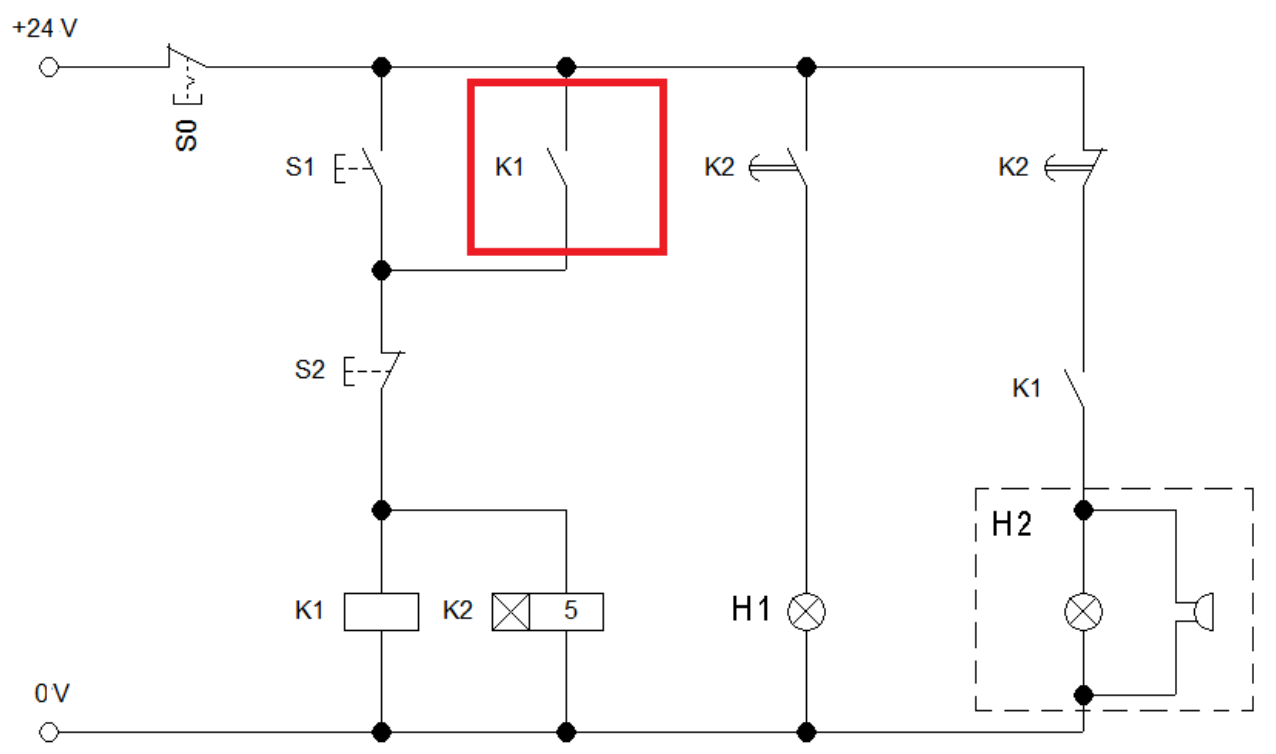
Zestyk K1 oznaczony na schemacie czerwoną ramką odpowiada za
A. blokowanie jednoczesnego załączenia cewek przekaźników K1 i K2
B. podtrzymanie zasilania cewek przekaźników K1 i K2
C. wyłączenie zasilania cewek przekaźników K1 i K2
D. włączenie zasilania cewek przekaźników K1 i K2
Zestyk K1, oznaczony na schemacie czerwoną ramką, pełni istotną funkcję podtrzymywania zasilania cewek przekaźników K1 i K2. Po naciśnięciu przycisku S1, cewka przekaźnika K1 zostaje zasilona, co skutkuje zamknięciem zestyku K1. To zamknięcie jest kluczowe, ponieważ pozwala na utrzymanie zasilania cewki K1 nawet po zwolnieniu przycisku S1, co jest zgodne z zasadami działania układów elektromechanicznych. Dzięki temu przekaźnik K2 również uzyskuje zasilanie, co jest niezbędne w wielu aplikacjach automatyki, gdzie wymagane jest zachowanie stanu załączenia po przełączeniu. Takie rozwiązanie jest powszechnie stosowane w systemach sterowania, gdzie stabilność i niezawodność działania są priorytetem. Przykładem zastosowania tej funkcjonalności może być system zabezpieczeń, gdzie podtrzymanie zasilania jest kluczowe dla ciągłości działania alarmu. W branży elektrycznej i automatyki, stosowanie zestyków podtrzymujących zgodnie z normami oraz dobrymi praktykami zapewnia bezpieczeństwo i efektywność operacyjną.