Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 13/40 punktów (32,5%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie jest podstawowe wyroby uzyskiwane w procesie konwersji kamienia miedziowego?
Jaki materiał powinno się wykorzystać w procesie brunacenia, aby na drucie stalowym powstała powłoka podsmarowa Fe(OH)3, która ułatwia ciągnienie?
Który rodzaj wady wyrobu walcowanego przedstawiono na rysunku?

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Głównym produktem procesu ogniowego wzbogacania rud miedzi w piecu szybowym jest
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie jest główne zadanie procesu koksowania w produkcji stali?
Który rodzaj procesu stosowanego podczas produkcji blach grubych przedstawia rysunek?
Najwyższa prędkość ciągnienia w ciągarce łańcuchowej wynosi 9,2 m/min. Wskaźnik prędkości przeciąganego pręta pokazuje wartość 7,6 m/min. O ile maksymalnie można zwiększyć prędkość ciągnienia tego materiału?
Który typ walcarki przedstawiono na rysunku?

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wskaż na podstawie tabeli wartości współczynników ciągnienia w procesie wykonywania wytłoczek, jeżeli grubość blachy s = 1,6 mm, a średnica krążka D = 320 mm.
| Współczynnik ciągnienia | Stosunek s/D x 100% | ||||
|---|---|---|---|---|---|
| 2,0÷1,5 | 1,5÷1,0 | 1,0÷0,6 | 0,6÷0,3 | 0,3÷0,15 | |
| m₁ | 0,50 | 0,53 | 0,55 | 0,58 | 0,60 |
| m₂ | 0,75 | 0,76 | 0,78 | 0,79 | 0,80 |
| m₃ | 0,78 | 0,79 | 0,80 | 0,81 | 0,82 |
Na podstawie odczytu z wyświetlacza pirometru aktualnej temperatury wsadu w piecu określ, o ile należy dogrzać wsad jeśli początkowa temperatura walcowania metalu powinna wynosić 900 ±10°C.

Określ na podstawie tabeli, jaka powinna być wartość naprężenia gnącego σg w procesie gięcia stali, jeśli granica plastyczności stali wynosi 320 MPa, blacha ma grubość g=2 mm, a promień wewnętrzny krzywizny giętej blachy rw = 3,2 mm.
| rw/g | Granica plastyczności Re lub R02 MPa | ||||
|---|---|---|---|---|---|
| 190 | 240 | 290 | 320 | 350 | |
| σg, MPa | |||||
| 1,0 | 540 | 670 | 738 | 790 | 793 |
| 1,25 | 530 | 660 | 725 | 775 | 780 |
| 1,6 | 525 | 642 | 704 | 764 | 770 |
| 2,0 | 514 | 627 | 684 | 752 | 762 |
| 2,5 | 495 | 608 | 660 | 735 | 748 |
| 3,2 | 466 | 580 | 627 | 706 | 723 |
| 4,0 | 440 | 555 | 595 | 680 | 700 |
| 5,0 | 412 | 528 | 565 | 654 | 675 |
| 6,3 | 385 | 497 | 535 | 625 | 650 |
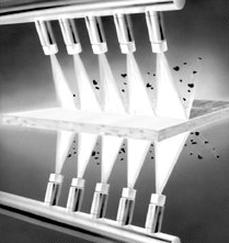
Na rysunkach przedstawiono następujące po sobie etapy procesu

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Proces obróbki cieplnej stali, który obejmuje kolejno hartowanie oraz niskotemperaturowe odpuszczanie, nazywa się
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
W tabeli podano wynik analizy składu chemicznego próbki, pobranej w trakcie wytopu 500 kg stali.
Ile molibdenu należy wprowadzić do pieca, aby zwiększyć zawartość tego pierwiastka do 3%?
| Zawartość pierwiastka, % cz. wag. | ||||||||
|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Ni | Mo | |
| 0,04 | 0,30 | 0,33 | 0,011 | 0,010 | 23,05 | 6,1 | 1,8 | |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie formy przyjmują cząstki proszków uzyskanych poprzez metodę rozpylania?
Które urządzenie używane na składowisku materiałów wsadowych przedstawiono na rysunku?

Które sortymenty koksu mogą znajdować się w naboju do wielkiego pieca, jeśli zasypuje się tam wyłącznie frakcje o granulacji powyżej 0,04 m?
| Sortyment | Wielkość kawałków, mm |
|---|---|
| Kęsy | > 80 |
| Kostka | 80÷63 |
| Orzech I | 63÷40 |
| Orzech II | 40÷20 |
| Groszek I | 20÷10 |
| Groszek II | 20÷6,3 |
| Koksik I | 10÷0 |
| Koksik II | 6,3÷0 |
W tabeli podano ilość operacji poszczególnych płyt odcinaka dwutaktowego, po wykonaniu których należy przeprowadzić przeglądy lub naprawy oprzyrządowania. Którą płytę należy najczęściej poddawać przeglądom i naprawom?
| Czynność | Ilość wykonanych operacji | |||
|---|---|---|---|---|
| Płyta | ||||
| tnąca | stemplowa | głowicowa | prowadząca | |
| Przegląd techniczny | 500 | 1 000 | 2 000 | 1 000 |
| Naprawa bieżąca | 750 | 1 250 | 3 000 | 1 500 |
| Naprawa średnia | 1 000 | 1 500 | 4 000 | 2 000 |
| Naprawa główna | 1 250 | 1 750 | 5 000 | 2 500 |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Określ na podstawie tabeli minimalną temperaturę, przy której może być prowadzone wyciskanie wyrobów ze stopów miedzi z cynkiem.
| Temperatura wyciskania na gorąco | |
|---|---|
| Materiał | Temperatura wyciskania °C |
| Duraluminium | 380÷480 |
| Miedź | 600÷900 |
| Mosiądz | 650÷880 |
| Nowe srebro | 900÷950 |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką obróbkę cieplną powinno się wykonać po przeprowadzeniu nawęglania?
W tabeli podano skład mieszanki wsadowej używanej do wytworzenia 1 Mg spieku. Ile rudy manganowej należy pobrać z zasobnika wsadu suchego do wyprodukowania 60 Mg spieku?
| Skład mieszanki wsadowej do wytworzenia 1 t spieku | ||
|---|---|---|
| Składniki wsadu | Wsad wilgotny kg | Wsad suchy kg |
| Ruda hematytowa | 830,0 | 788,5 |
| Pył wielkopiecowy | 40,0 | 36,8 |
| Zgorzelina | 30,0 | 29,4 |
| Ruda manganowa | 22,0 | 20,0 |
| Kamień wapienny | 270,0 | 264,6 |
| Koks | 88,0 | 84,0 |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką czynność należy wykonać w pierwszej kolejności, aby właściwie przygotować wlewkę z miedzi do walcowania na zimno?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.