Pytanie 1
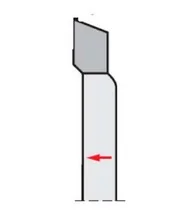
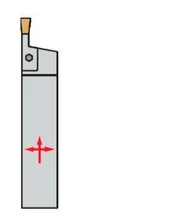
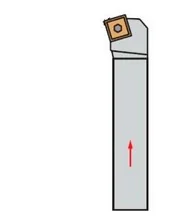
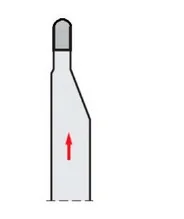
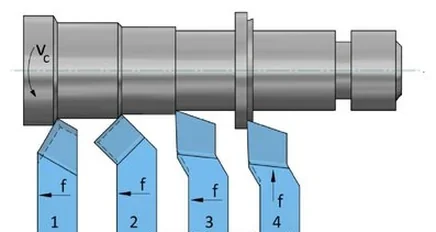
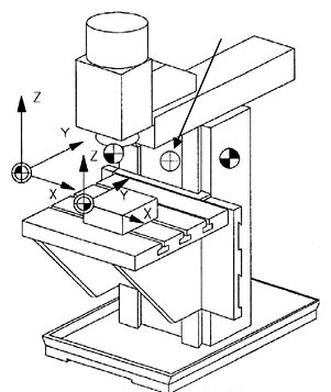
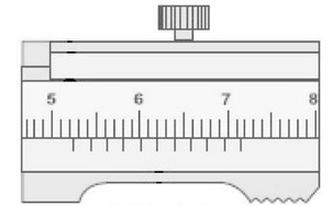
Na ilustracji przedstawiono sposób pomiaru

A. ustawienia bazy obróbkowej.
B. temperatury narzędzia.
C. wartości korekcyjnych narzędzia.
D. chropowatości przedmiotu.
Poprawna odpowiedź dotyczy pomiaru wartości korekcyjnych narzędzia, co jest kluczowym aspektem w obróbce skrawaniem. Na ilustracji widać sensory pomiarowe, które monitorują parametry narzędzia w czasie rzeczywistym. Wartości korekcyjne są istotne, gdyż pozwalają na bieżąco korygować położenie narzędzia, co jest niezbędne w procesach wymagających wysokiej precyzji, takich jak obróbka CNC. Fachowcy w dziedzinie obróbki mechanicznej stosują takie rozwiązania, aby maksymalizować dokładność wymiarową i jakość powierzchni obrobionej. Przykładem zastosowania tych pomiarów może być produkcja komponentów w przemyśle lotniczym, gdzie tolerancje są niezwykle rygorystyczne, a nawet najmniejsze odchylenie może prowadzić do poważnych problemów. Dobrą praktyką w obróbce jest wprowadzenie automatycznych systemów monitorowania, co pozwala na zwiększenie efektywności produkcji oraz minimalizację odpadów.