Pytanie 1
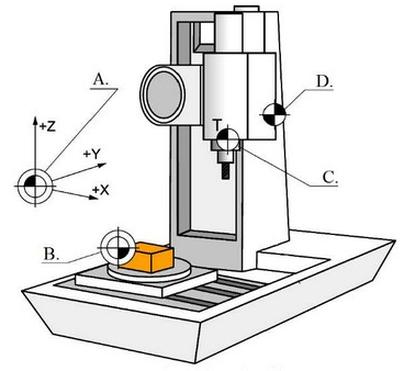
Rysunek przedstawia
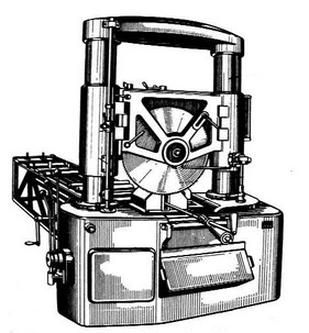
A. szlifierkę do wałków.
B. frezarkę poziomą.
C. tokarkę tarczową.
D. piłę tarczową.
Piła tarczowa, którą widzimy na przedstawionym rysunku, jest jedną z najważniejszych maszyn używanych w przemyśle obróbczym. Jej charakterystyczna konstrukcja z okrągłą tarczą tnącą, na której umieszczone są zęby, umożliwia precyzyjne cięcie różnych materiałów, w tym drewna, metali i tworzyw sztucznych. W praktyce, piły tarczowe są wykorzystywane w stolarstwie do przycinania desek oraz w metaloplastyce do cięcia blach i innych elementów metalowych. Warto również zwrócić uwagę na standardy bezpieczeństwa związane z używaniem pił tarczowych, takie jak stosowanie osłon oraz przestrzeganie procedur BHP, aby zminimalizować ryzyko wypadków. W przemyśle, dobrze zaprojektowane i przestrzegane procedury użytkowania pił tarczowych, w tym regularne przeglądy i konserwacja, zapewniają ich długotrwałą wydajność oraz wysoką jakość cięcia, co jest kluczowe dla uzyskania satysfakcjonujących rezultatów w produkcji.