Pytanie 1
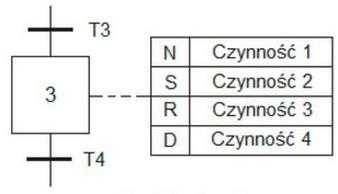
Przedstawione na rysunku okno dialogowe oprogramowania sterownika PLC wyświetlane jest podczas
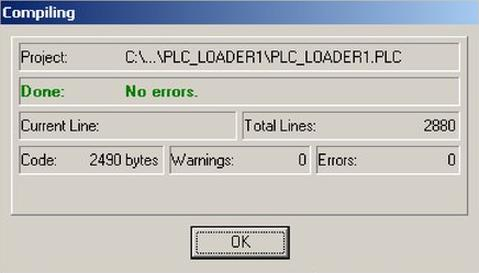
A. symulacji krokowej działania programu.
B. tłumaczenia programu na kod maszynowy.
C. zapisu programu na nośniku danych.
D. wykonywania programu w trybie pracy krokowej.
Poprawna odpowiedź to tłumaczenie programu na kod maszynowy. To jest mega ważny etap, bo wiąże się z kompilacją. Z tego okna dialogowego wynika, że w czasie kompilacji nie było błędów, co jest kluczowe gdy pracujemy z oprogramowaniem dla PLC. Jak przekształcamy kod źródłowy w języku programowania na coś, co rozumie procesor PLC, to właśnie jest ta kompilacja. Dzięki temu program działa lepiej i jest sprawdzany pod kątem błędów, co to są najlepsze praktyki w inżynierii. A dla PLC, kompilacja to też klucz do dodania funkcji bezpieczeństwa, co jest mega istotne w automatyce przemysłowej. Dlatego naprawdę warto zrozumieć, jak działa ten proces kompilacji i co oznacza to okno dialogowe, zwłaszcza dla inżynierów, którzy zajmują się programowaniem i konfiguracją systemów automatyki.