Pytanie 1
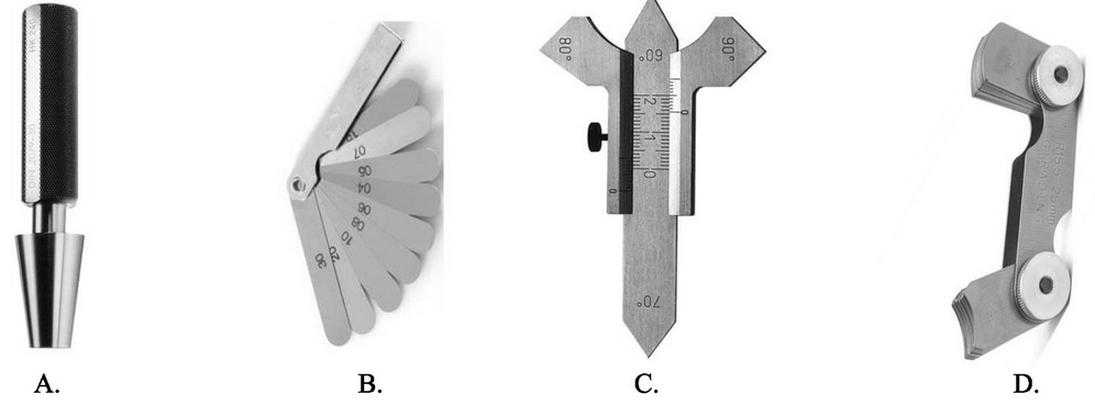
Sposób mocowania wymiennych płytek skrawających bezotworowych w gniazdach ostrzy noży tokarskich, jest przedstawiony na rysunku oznaczonym literą

A. B.
B. D.
C. A.
D. C.
Sposób mocowania wymiennych płytek skrawających bezotworowych w gniazdach ostrzy noży tokarskich jest kluczowym elementem w obróbce skrawaniem. Odpowiedź A jest poprawna, ponieważ na tym rysunku przedstawiono typowy sposób mocowania tych płytek za pomocą klina, co jest zgodne z praktykami stosowanymi w nowoczesnych technologiach obróbczych. Mocowanie za pomocą klina zapewnia stabilność i precyzję podczas skrawania, co jest istotne dla uzyskiwania wysokiej jakości powierzchni obrabianych. Płytki bezotworowe charakteryzują się prostszą konstrukcją, co eliminuje potrzebę stosowania dodatkowych otworów montażowych, co z kolei przyspiesza proces wymiany narzędzi. Użycie klina do mocowania pozwala na łatwą regulację i wymianę płytek, co zwiększa efektywność produkcji. W praktyce, zastosowanie rozwiązań takich jak te przedstawione na rysunku A znajduje się w wielu branżach, gdzie precyzja i szybkość są kluczowe, jak w przemyśle lotniczym, motoryzacyjnym czy w produkcji narzędzi skrawających.