Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 16/40 punktów (40,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
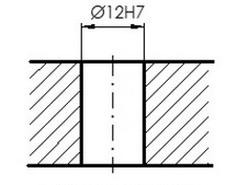
Otwór w części przedstawionej na rysunku należy wywiercić wiertłem pozostawiając naddatek na dalszą obróbkę, a następnie
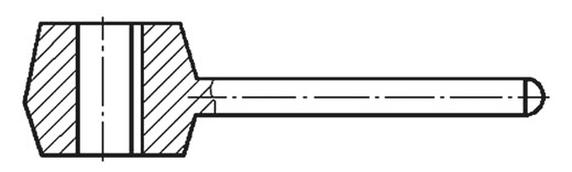
Kolejność operacji obróbki dźwigni przedstawionej na rysunku powinna być następująca:
Na podstawie tabeli określ, która z wymienionych powłok metalicznych, nanoszonych przez metalizację natryskową, zapewni ochronę przed korozją oraz utlenianiem w możliwie najwyższej temperaturze użytkowania.
| Powłoka natryskiwana | Działanie powłoki zapobiega | Max. temperatura użytkowania °C | ||
|---|---|---|---|---|
| korozji | utlenianiu | ścieraniu | ||
| Aluminium | • | 400 | ||
| Cynk | • | 250 | ||
| Molibden | • | 320 | ||
| Ołów | • | 200 | ||
| Stal stopowa | • | • | 500 | |
| Co+Al₂O₃ | • | • | 1000 | |
| CoMoSi | • | 1000 | ||
| Al-Mg | • | 200 | ||
| MeCrAlY Me=Fe, Co, Ni | • | • | 1000 | |
| Stopy Fe, Co, Ni z węglikami i borkami | • | 800 | ||
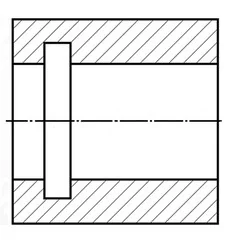
Wskaż narzędzie służące do wykonania rowka w części przedstawionej na rysunku.




Jaką sumę należy przeznaczyć na wyprodukowanie 10 sztuk kół zębatych, jeśli czas obróbki jednej sztuki wynosi 15 minut, cena materiału to 15 zł za sztukę, wydatki na energię elektryczną wynoszą 4 zł za godzinę, a koszt pracy frezera to 32 zł za godzinę?
W przypadku zróżnicowanej produkcji w dużym zakładzie pracownik na swoim stanowisku roboczym
Na metalowe powłoki ochronne nie stosuje się
Kiedy konieczne jest znaczne zmniejszenie masy elementów maszynowych działających w temperaturze przekraczającej 100°C, co powinno się zastosować?
Który z podanych materiałów powinien być użyty w roli ostrzy narzędzi skrawających podczas toczenia przy prędkościach skrawania wynoszących od 100 m/min do 200 m/min?
Koszt wyprodukowania jednej sztuki na przygotowanym stanowisku wynosi 4,80 zł netto, a koszt przygotowania procesu produkcji to 140,00 zł netto. Oblicz koszt brutto wykonania 200 sztuk części, zakładając, że stawka VAT wynosi 23%?
W celu opracowywania kalkulacji oraz planowania produkcji wykorzystuje się
Czas montażu 24 sztuk motoreduktorów wynosi 12 godzin, zatem takt ich montażu to
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Dokładny pomiar małych kątów metodą pośrednią powinien być przeprowadzony
Podczas masowej produkcji w celu przeprowadzenia końcowej kontroli jakości wyrobów należy
Jakie zadanie należy wykonać w trakcie przeglądu technicznego obrabiarki?
Jaka jest prawidłowa sekwencja operacji przy obróbce otworów o wymiarze O25H7?
Oznaczenie umieszczone na rysunku dotyczy pomiaru twardości metodą

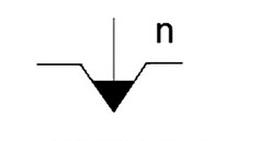
Litera n, symbolu graficznego mocowania w uchwycie obróbkowym jak na przedstawionym rysunku, dotyczy liczby jego
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Zniszczenie powierzchni tłoczyska hydraulicznych siłowników objawia się
Brak odpowiedzi na to pytanie.
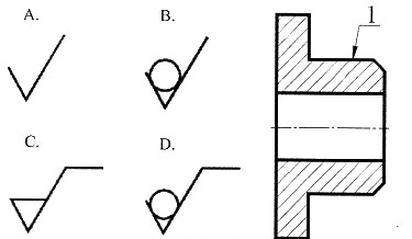
Powierzchnia tulei oznaczona na rysunku numerem 1, w celu zachowania chropowatości z poprzedniej operacji powinna mieć wstawiony znak chropowatości oznaczony literą
Brak odpowiedzi na to pytanie.
Wzór rysunku stworzony z myślą o specyficznych wymaganiach pracowni CAD to
Brak odpowiedzi na to pytanie.
W jakim dokumencie opisany jest przebieg procesu montażu z uwzględnieniem realizowanych działań?
Brak odpowiedzi na to pytanie.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Właściwości plastyczne blachy niskowęglowej, która ma być użyta do głębokiego tłoczenia, poprawia się poprzez
Brak odpowiedzi na to pytanie.
Śruby należy zabezpieczyć smarem przed skutkami korozji
Brak odpowiedzi na to pytanie.
Technologiczną metodą toczenia długich stożków o małej zbieżności na tokarce uniwersalnej jest proces obróbki
Brak odpowiedzi na to pytanie.
W czasie montażu łożysk tocznych o otwartej konstrukcji nie powinno się
Brak odpowiedzi na to pytanie.
Do obróbki cieplnej czopów wałów ze stali wysokowęglowej wykorzystuje się hartowanie powierzchniowe
Brak odpowiedzi na to pytanie.
Na podstawie danych zawartych tabeli oblicz wydajność pracy.
| Liczba godzin pracy | 8 |
| Liczba pracowników | 200 |
| Wartość produkcji w tys. zł | 240 |
Brak odpowiedzi na to pytanie.
Jaką metodę przetwarzania można zastosować do produkcji koszy na śmieci z tworzyw termoplastycznych?
Brak odpowiedzi na to pytanie.
Na rysunku technicznym oznaczone skrawane powierzchnie przedmiotu przedstawia się linią
Brak odpowiedzi na to pytanie.
Jakie jest oznaczenie pasowania zgodne z zasadą stałego wałka?
Brak odpowiedzi na to pytanie.
Jaki jest koszt jednostkowy produkcji elementu, jeśli obróbka jednej sztuki trwa 30 minut, cena materiału wynosi 10 zł/szt., koszt energii elektrycznej to 5 zł/godz., a wynagrodzenie pracownika to 30 zł/godz.?
Brak odpowiedzi na to pytanie.
Podczas naprawy podzespołu wymieniono 6 śrub mocujących, 4 łożyska toczne oraz 2 uszczelki. Remont trwał 4,5 godziny. Określ koszt naprawy podzespołu, korzystając z danych zawartych w tabeli.
| Dane wejściowe | Cena jednostkowa zł |
|---|---|
| Śruba mocująca | 2,50 |
| Kołek ustalający | 1,20 |
| Łożysko toczne | 35,00 |
| Łożysko ślizgowe | 40,00 |
| Uszczelka | 4,50 |
| Koszt 1 roboczogodziny | 72,00 |
Brak odpowiedzi na to pytanie.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Ile czasu zajmie wyprodukowanie 100 sztuk tulejek, jeśli czas przygotowawczo-zakończeniowy (tpz) wynosi 30 minut, a czas produkcji jednej tulejki to 3,6 minuty?
Brak odpowiedzi na to pytanie.
Sprawdzian przedstawiony na zdjęciu służy do

Brak odpowiedzi na to pytanie.