Pytanie 1
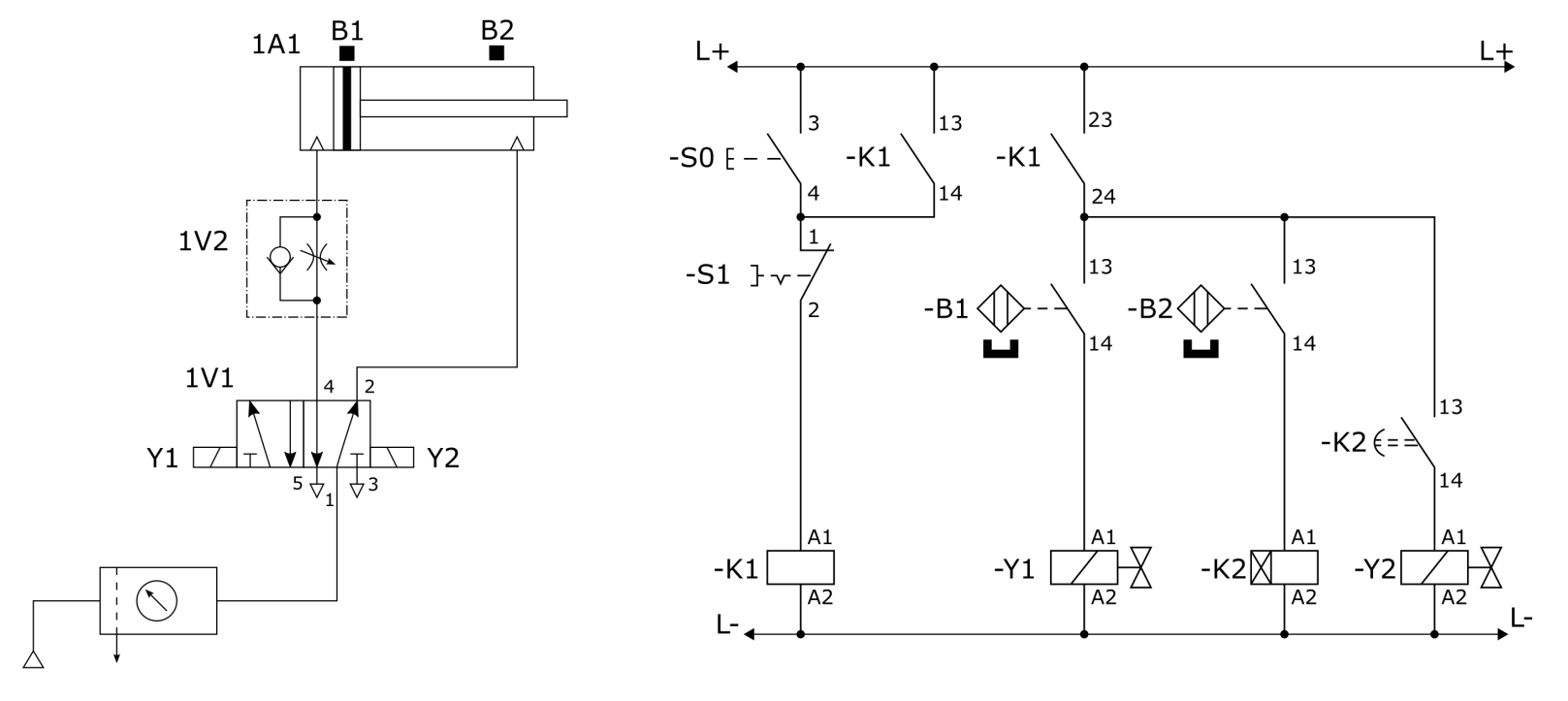
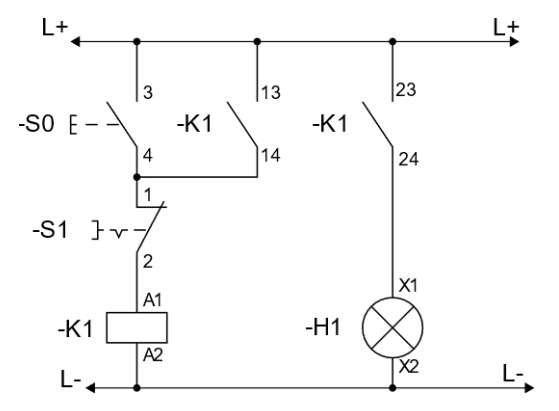
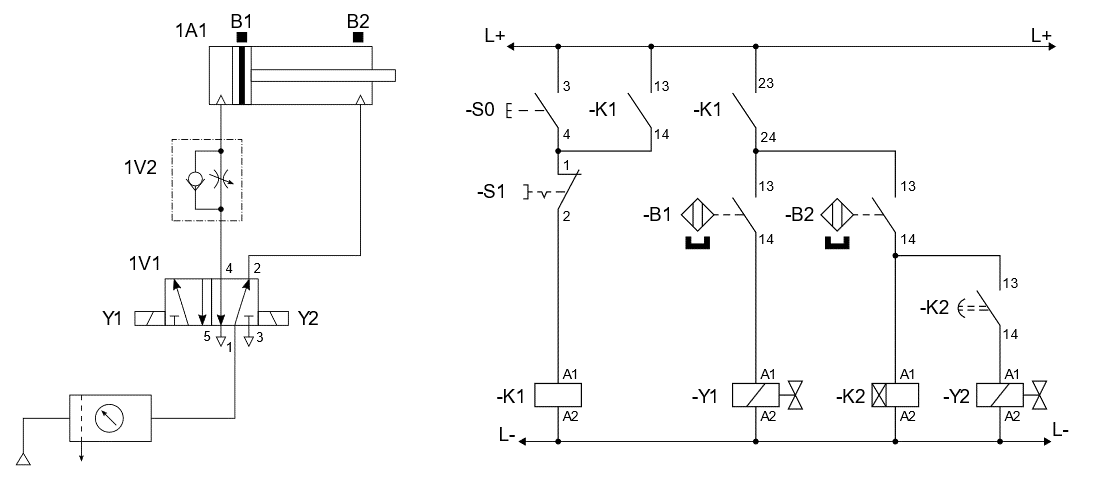
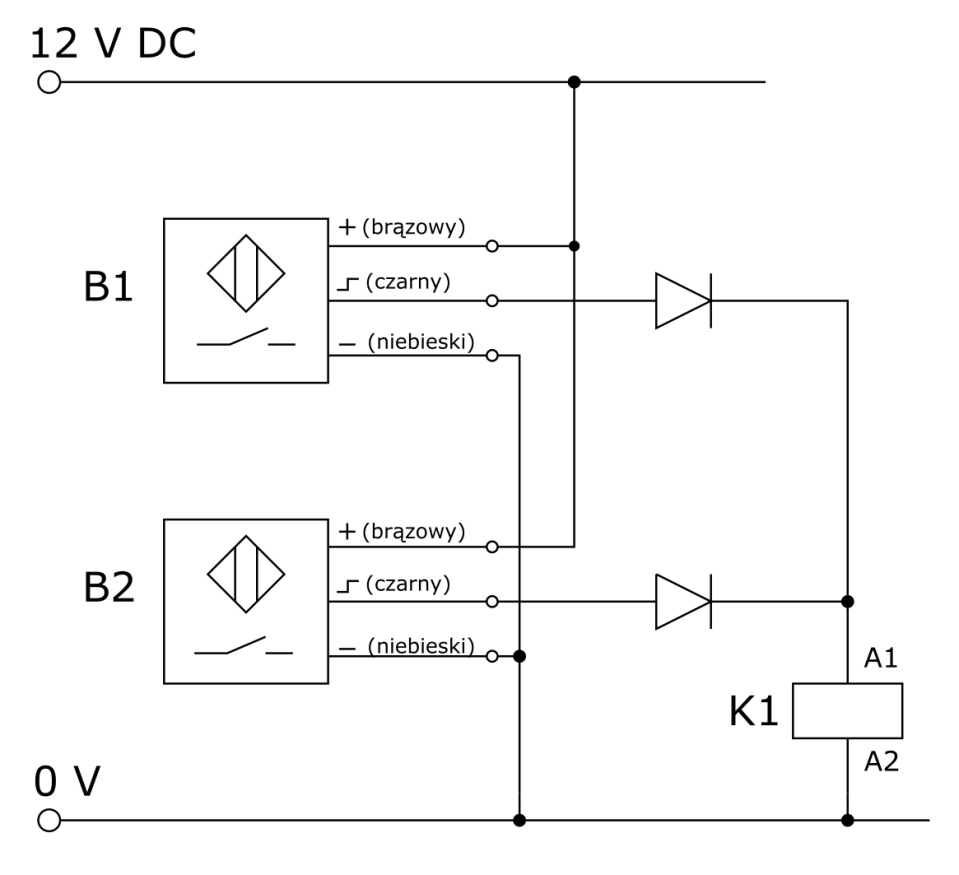
W instalacji sterowania zastosowano zbliżeniowe czujniki B1 i B2, które połączono zgodnie ze schematem pokazanym na rysunku. Mimo obecności obiektów w strefie zadziałania obu czujników i sprawnych diod, na zaciskach A1-A2 cewki K1 jest brak napięcia. Na podstawie przedstawionego opisu, błędne działanie układu spowodowane jest
A. prawidłowym działaniem tylko jednego z czujników.
B. nieprawidłowym działaniem obu czujników.
C. prawidłowym działaniem czujnika B1.
D. uszkodzeniem wyłącznie czujnika B2.
Tutaj rzeczywiście prawidłowa odpowiedź to nieprawidłowe działanie obu czujników. Zwróć uwagę, że układ został zbudowany w taki sposób, by zadziałanie każdego z czujników (B1 lub B2) powodowało podanie napięcia na cewkę przekaźnika K1. To częsta praktyka w instalacjach automatyki, gdzie liczy się redundancja lub możliwość sterowania z kilku punktów. Jeżeli mimo obecności obiektów w polu działania obu czujników i sprawnych diod nadal nie pojawia się napięcie na cewce K1, to z praktycznego punktu widzenia oba czujniki nie przekazują sygnału wyjściowego, czyli żaden nie otwiera swojego wyjścia. Często spotyka się sytuacje, gdzie uszkodzenie zasilania, błędne podłączenie przewodów lub niewłaściwa konfiguracja wyjść czujników uniemożliwia prawidłową pracę, mimo pozornie poprawnej obecności obiektów. Moim zdaniem warto zawsze sprawdzać nie tylko obecność sygnału sterującego, ale też faktyczne napięcie na wyjściu czujnika względem masy. Branżowe standardy, np. PN-EN 60947, jasno wskazują na konieczność testowania poprawności działania każdego elementu w łańcuchu sterowania. Praktyka pokazuje też, że nawet drobny błąd jak zła polaryzacja lub przerwa w przewodzie może powodować brak zasilania na przekaźniku. W tego typu obwodach stosowanie diod zabezpieczających jest typowe, żeby uniknąć przepływu prądu zwrotnego, ale one nie generują problemów opisanych w pytaniu. Dlatego wyraźnie winne są niepoprawnie pracujące oba czujniki, a nie pojedynczy element. W realnych aplikacjach zawsze warto mieć pod ręką multimetr i sprawdzać obecność napięcia na wszystkich istotnych punktach układu.