Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 27/40 punktów (67,5%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Który z poniższych półwyrobów jest używany jako surowiec do produkcji rur zgrzewanych?
Aby pozbyć się warstwy zgorzeliny, która powstaje podczas nagrzewania kęsisk, należy tuż przed walcowaniem przeprowadzić proces
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
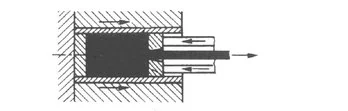
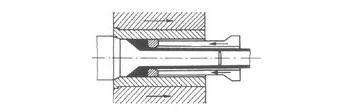
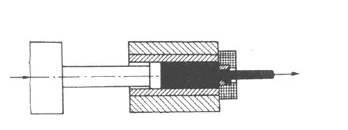
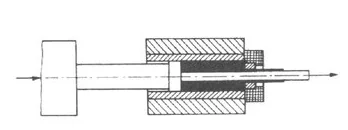
Na rysunkach przedstawiono następujące po sobie etapy procesu

Na podstawie danych w tabeli określ wymiary kowadeł płaskich, które można zamontować na młocie sprężarkowym o masie części spadających 750 kg.
| Masa części spadających młota kg | Młoty parowo - powietrzne | Młoty sprężarkowe | ||
|---|---|---|---|---|
| Orientacyjne wymiary kowadeł płaskich | ||||
| szerokość mm | długość mm | szerokość mm | długość mm | |
| 500 | 140÷230 | 250÷350 | 120÷130 | 260÷300 |
| 750 | 150÷250 | 300÷400 | 130÷160 | 340÷360 |
| 1000 | 150÷280 | 350÷400 | 140÷175 | 380÷420 |
| 1500 | 200÷300 | 400÷450 | 160÷200 | 450÷500 |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Ile stearynianu cynku należy dodać do 1 250 kg proszku żelaza, jeżeli środek poślizgowy powinien wynosić
0,3 ÷ 0,6% wagi proszku?
Oblicz na podstawie danych w tabeli minimalny czas potrzebny na wymianę szczęk w wózku ciągnącym i wciskarce oraz wymianę i ustawienie ciągadła w ciągarce ławowej, jeśli poszczególne czynności wykonuje ten sam pracownik.
| Czynność związana z obsługą ciągarki ławowej | Orientacyjny czas wykonania czynności, minuty |
|---|---|
| Wymiana ciągadła | 1,5 ÷ 4 |
| Wymiana zużytego trzpienia | 1 ÷ 2 |
| Ustawienie ciągadła | 3 ÷ 6 |
| Zmiana szczęk w wózku ciągnącym | 1 ÷ 2 |
| Zmiana szczęk wciskarki | 3 ÷ 5 |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie operacje należy wykonać, aby przygotować rudę do wzbogacania w flotowniku?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Z jakich materiałów odpornych na wysoką temperaturę produkowany jest rdzeń wielkiego pieca?
Który z podanych procesów rafinacji metali polega na oksydacji zanieczyszczeń?
Jakie są kolejne kroki w procesie odmiedziowania żużla z pieca zawiesinowego po jego napełnieniu żużlem?
Które urządzenie używane na składowisku materiałów wsadowych przedstawiono na rysunku?

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
W jakim zakresie temperatur powinniśmy podgrzewać stalowy wsad przed walcowaniem na gorąco blach o dużej grubości?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakiego typu obróbkę należy przeprowadzić, aby zwiększyć odporność elementów maszyn i narzędzi narażonych na zużycie ścierne, korozję oraz utlenianie w temperaturach do 850°C?
Schemat procesu przeciwbieżnego wyciskania prętów przedstawiono na rysunku oznaczonym literą
Grubość blachy wprowadzanej do klatki walcowniczej wynosi 24 mm. Ustalono, że wartość gniotu względnego przy walcowaniu na gorąco powinna być równa ε=0,25. Na jaką wielkość należy ustawić odstęp pomiędzy walcami?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakiego rodzaju powłokę antykorozyjną stosuje się na stalowe blachy formowane na zimno, które mają być użyte do produkcji karoserii samochodowych?
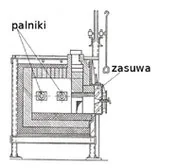
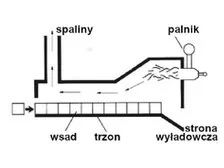
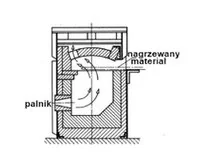
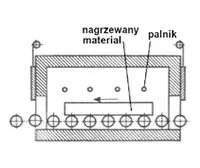
Schemat pieca szczelinowego przedstawiono na rysunku oznaczonym literą
Do sprawdzenia średnicy wewnętrznej gorącej odkuwki kutej swobodnie należy użyć narzędzia pomiarowego przedstawionego na rysunku oznaczonym literą




W karcie technologicznej określono, że średnica walcowanych na gorąco prętów powinna wynosić \( \phi = 50_{-0,4}^{+0,3} \, \text{mm} \). Która z podanych średnic prętów nie spełnia tego warunku?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Który z wymienionych czynników jest główną przyczyną powstania przedstawionej na rysunku wady walcowanej blachy?
Który z wymienionych surowców mineralnych jest kluczowym materiałem stosowanym w wytwarzaniu aluminium?
Jakie etapy produkcyjne są odpowiednie dla współczesnych procesów stalowniczych?
Jaki metal jest produkowany na dużą skalę w metodzie ISP (ang. Imperial Smelting Process)?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaki dodatek technologiczny wykorzystuje się w procesie przetwarzania rudy miedzi?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakiego rodzaju piec jest najczęściej używany w procesie bezpośredniej redukcji rudy żelaza?