Pytanie 1
Jeżeli wadliwa praca maszyny powoduje nierównomierne podawanie szytego materiału, to należy
A. wymienić sprężynę na pierścieniu.
B. dokręcić wkręty w płytce.
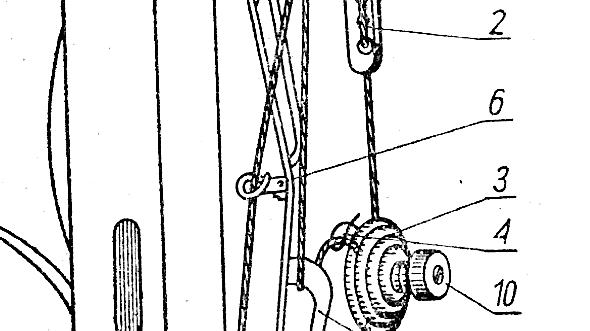
C. wymienić zużyte ząbki.
D. założyć prawidłowo igłę.
Jeżeli maszyna zaczyna podawać materiał nierównomiernie, to bardzo często winne są właśnie ząbki transportera. Ich zadaniem jest przesuwanie materiału z odpowiednią siłą i precyzją pod igłę, zgodnie z ustawionym skokiem. Zużyte lub uszkodzone ząbki nie zahaczają już dobrze o tkaninę, przez co materiał ślizga się, przeskakuje albo wręcz stoi w miejscu. To jest bardzo typowa usterka, zwłaszcza w zakładach, gdzie maszyny pracują intensywnie i na różnych rodzajach materiałów. Z mojego doświadczenia wynika, że nawet drobne zaokrąglenia czy wytarcia ząbków potrafią skutkować „ciągnięciem” materiału nierówno. Branżowe zalecenia mówią, aby regularnie sprawdzać stan ząbków, czyścić je z resztek nici i kurzu, a przy pierwszych oznakach zużycia wymieniać, najlepiej na oryginalne lub wysokiej jakości zamienniki. To podstawa konserwacji każdej maszyny. Przy okazji warto sprawdzić też ustawienie wysokości ząbków względem płytki – czasem po wymianie konieczna jest drobna regulacja, żeby maszyna chodziła płynnie. Pamiętaj, że dobrze utrzymane ząbki to nie tylko równe szycie, ale też dłuższa żywotność mechanizmu transportu. Takie rzeczy docenia się szczególnie przy seryjnej produkcji albo podczas szycia trudnych materiałów, gdzie każdy przeskok to potencjalny błąd w gotowym wyrobie.